3 Herstellung von Modellautos
Modellautos werden aus den verschiedensten Materialien hergestellt, doch für den Maßstab 1:87 eignen sich nicht alle.
3.1 Holz und Blech
In der Pionierzeit der Modellautoherstellung waren Holz und Blech vorherrschend.
Holz
Miniaturspielzeug aus dem Erzgebirge war selbstverständlich aus Holz. Vom hohen Spielwert her war es Vorläufer der heute so beliebten playmobil Serie. Die Preiswürdigkeit der Holzminiaturen ermöglichte es, dass die Kinder ganze Dörfer mit Häusern, Vieh und Pferdewagen beleben konnten. Schließlich, es war im Jahr 1904, kam auch das erste Modellauto aus Holz dazu. Wie schön für uns, dass es zufällig etwa zum Maßstab 1:87 passte, was auch für die folgenden Modellautos aus dem Erzgebirge galt. Eine ganze Reihe von Anbietern stellten Möbelwagen, Tankwagen usw. auf die zierlichen Räder.
Holz hat in der Ära der Massenfertigung seine Bedeutung verloren. In 1:87 gab es sogar einige wenige Holzmodellautos aus der Anfangszeit der Firma Preiser. Auf Börsen werden heute gelegentlich Miniaturautos aus dem Erzgebirge angeboten, und dies zu relativ hohen Preisen. Da diese Holzmodelle leicht zu reproduzieren sind, lohnt sich das Sammeln eigentlich nicht. Greifen Sie lieber zu den nostalgischen Modellen der Firma Epoche. Seit einigen Jahren gibt es da Modellautos aus dem Erzgebirge in Neuauflage.
Das tollste Holzmodell, das ich kenne, stammt aus Amerika. Es handelt sich um einen Trolleybus, den Gary Johnson 1989 aus Balsaholz fertigte.
Blech
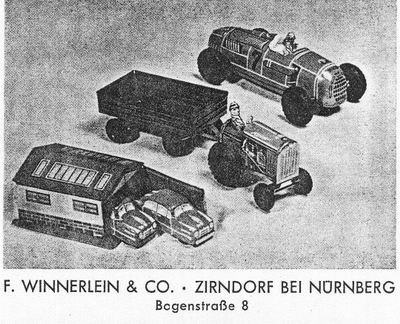
Blechspielzeugautos erfreuen sich beim Sammler heutzutage besonderer Beliebtheit, nur in unserem Maßstab nicht. Ich besitze lediglich zwei H0 Blechmodelle, die, wenn ich mich recht erinnere, zu einem Gesellschaftsspiel gehört haben. Es handelt sich um eine kleine rot lackierte Limousine im Stil der 1940er Jahre und eine dazu passende blau lackierte Pontonlimousine. Vermutlich stammen sie von HWN aus Nürnberg. Ein paar Jahre später stellte die Firma Georg Fischer etwas modernere Autos mit „horizontaler Gürtellinie“ her, ebenfalls aus lithografiertem Blech. Sie trugen die Nummer GF-201. Ganz ähnlich sind die unten abgebildeten beiden Pkw, auch die Garage ähnelt der von GF, leider ist mir bisher kein Sammlerexemplar bekannt geworden.
Inserat aus dem Jahr 1952 mit Blechspielzeug, die Pkw im Vordergrund sind ca. 1:87
3.2 Metallguss
Modelle aus Metallguss stellen auch heute noch einen hohen Prozentsatz aller unserer Sammelobjekte. Wer mehr über sein Sammelhobby wissen möchte, kommt nicht darum herum, sich näher mit Metallguss zu befassen.
Giessen
Unter Gießen versteht man in der Technik das Einbringen flüssiger Metalle in vorgefertigte Formen. Da zur Verflüssigung der meisten Metalle hohe Temperaturen erforderlich sind, bestehen die Gussformen aus hochhitzefestem Material, Sand, Gips oder Keramik. Im Falle der bei der Modellautoproduktion in Frage kommenden Metalle, die schon bei niedrigeren Temperaturen flüssig werden, Aluminium bei 660° Celsius, Blei bei 327° C, Zink bei 420° C und Zinn bei 232° C, können die Formen auch aus Stahl bestehen. Als Verfahren kommen bei diesen Metallen nicht nur Sandguss, sondern auch Druckguss und Schleuderguss in Frage.
Sandguss
Sandguss ist ein recht primitives Verfahren, wobei das geschmolzene Metall in Sandformen gegossen wird. Den Formsand dürfen wir aber nicht mit Bausand verwechseln. Er ist viel feiner und wird beim Formen noch verdichtet. Die Formen müssen für jeden einzelnen Guss neu hergestellt werden (verlorene Form). Sandguss wird vor allem für große Gussteile bevorzugt. Modellautos aus Sandgussformen sind selten. Hubley, eine amerikanische Firma, bevorzugte gusseiserne Modelle noch bis in die 1930er Jahre. Die neuseeländischen Fun Ho! Modelle wurden noch in den 1960er Jahren zum größten Teil in dieser Technik hergestellt.
Schleuderguss
Schleuderguss nennt man ein Verfahren, bei dem das Giessmetall unter Ausnutzung der Zentrifugalkraft in die schnell rotierende Form gedrückt wird. Es ist gut zur Herstellung von Hohlkörpern geeignet (also auch für Modellautokarosserien). Meistens ist bei diesen Modellen die Außenseite glatt, die Innenseite jedoch rau. Ursache dafür ist, dass ein Teil des flüssigen Metalls nach dem Guss von dort aus der Form läuft, während die Außenseite am glatten Formwerkzeug anhaftet, weil es dort rasch fest geworden ist. Diese Technik ist für Großserien wenig geeignet, wird aber natürlich von einigen Kleinserienherstellern bevorzugt angewendet. Der Formenbau ist nämlich relativ preiswert. Auf der Homepage www.carocar.com wird unter "Feingiesserei" der Herstellungsprozess sehr gut demonstriert.
Vor dem Zweiten Weltkrieg produzierten mehrere Hersteller nach diesem Verfahren, stellvertretend sei hier Charbens genannt.

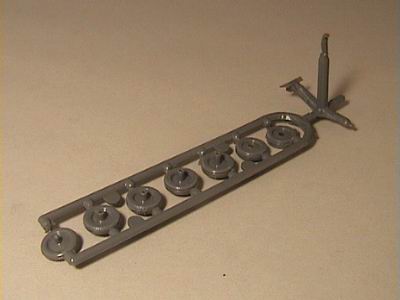
Schleudergussteile am Giessast, hergestellt von Woytnik
Druckguss
Druckguss ist die Sammelbezeichnung für Druck-, Spritz- und Pressguss. Die Terminologie in den Fachbüchern ist nicht ganz klar in diesem Punkt. Für unsere Zwecke steht die Unterscheidung von Metall- und Kunststoffverarbeitung im Vordergrund, daher möchte ich von hier an das Verfahren, geschmolzenes Metall unter Druck zu verarbeiten als Druckguss bezeichnen. Die Begriffe Spritzguss und Pressguss möchte ich nur im Zusammenhang mit der Kunststoffverarbeitung verwenden.
Meistens werden Nichteisenmetalle im Druckgussverfahren verarbeitet. Im Bereich der Massenproduktion von Modellautos ist Druckguss heute absolut vorherrschend, sowohl im Metall- als auch im Kunststoffbereich. Werfen wir aber einen Blick zurück auf die Pionierzeiten der Modellautoherstellung, um die Zusammenhänge zu verstehen.
Die ersten Druckgussmodelle
Es ist sehr schwer zu sagen, wer der erste Produzent von massenweise hergestellten Modellautos gewesen ist. Das ist ja immer eine Frage der Definition. Denken wir z.B. nur an die großen Vorbilder unserer Modellautos. Wer stellte das erste Automobil her? War es Cugnot mit seinem Dampfwagen oder Stephenson mit seiner Straßenlokomobile? Die meisten Leute werden uns Daimler und Benz nennen, die 1885 (Benz) und 1886 (Daimler) jeweils mit einem Fahrzeug debütierten, das von einem Gasmotor betrieben wurde.
Wahrscheinlich, so muss ich also formulieren, war es die französische Firma SR (Simon et Rivollet) in Paris, die die frühesten massenweise hergestellten Modellautos aus Druckguss auf den Markt brachte. Es war im ersten Jahrzehnt des 20. Jahrhunderts, genauer von 1912 bis Ende der 1920er Jahre, und es handelte sich um Modelle aus einer Bleilegierung. Mir ist leider nicht bekannt, in welcher Gusstechnik das Blei verarbeitet wurde. Etwa gleichzeitig begann die Firma Dowst (Markenname "Tootsietoy") aus Chicago in den USA. Andere amerikanische Unternehmen zogen nach, z.B. Barclay (1928) und Manoil (1930). In England begannen Taylor & Barrett aus London im Jahr 1929, ein Jahr später Johillco, ebenfalls aus London. Aus Frankreich kamen die Solido Modelle, die ab 1932 von Ferdinand de Vazeilles produziert wurden. Frank Hornby, der 1900 die britische Firma Meccano gründete, stellte ab 1933 Metalldruckgussmodelle her. Die Serie erhielt ein Jahr später den noch heute bekannten Namen "Dinky Toys". Auch Märklin gehört zu den Pionierfirmen auf diesem Gebiet. Nachdem es schon 1915 Märklin-Blechautos gegeben hatte, begann man erst 1935 mit Druckgussmodellen. Im gleichen Jahr erschienen die ersten Modelle von Karl Bub aus Nürnberg, einer damals bekannten Firma auf dem Gebiet der Modellbahnen.
Technische Grundlagen
Erst in den 30er Jahren des zwanzigsten Jahrhunderts wurde der Druckguss mit Zinklegierungen zu allgemein angewendeter Technik. Die vergrößerte Beliebtheit des Zinkdruckgusses zu dieser Zeit beruht auf mehreren Faktoren. Vor allem hatte es einen enormen Fortschritt auf dem Gebiet der Haltbarkeit der Zinklegierungen gegeben, indem es gelungen war, Verbesserungen bei der fraktionierten Destillation von Zink zu erzielen. Ebenso verbesserte man den Spritzdruck und die Präzision der Formen. Man kann dies an den zeitgenössischen Veröffentlichungen verfolgen, die zeigen, dass nahezu jede Branche im Bereich der Konsumgüterindustrie erfolgreich Zinkdruckgussteile in ihren Produkten verwendete. Das betraf die Automobil-, Elektro-, Grammophon-, Radio-, Uhren- und Schreibmaschinenhersteller genauso wie die Spielzeugbranche. Die Druckgusstechnik tauchte nicht eben plötzlich in den 1930er Jahren auf, sondern entwickelte sich ganz allmählich. Die Wurzeln dieser Entwicklung lassen sich von dort aus hundert Jahre zurückverfolgen.
Massenproduktion
Die Produktion von Druckgussteilen durch Anwendung von Druck auf geschmolzenes Metall, das dadurch in Stahlformen gepresst wird, war ein wichtiger Beitrag der technischen Entwicklung, die eine Massenproduktion relativ billiger Spielzeugautos ermöglicht hat.

Zinkmodell aus den 1930er Jahren von Karl Bub
Ganz allgemein liegt die Bedeutung des Druckgusses darin, dass eine fast unbegrenzte Zahl von Teilen in einheitlicher Qualität und mit schwierigen Details zu geringen Kosten pro Einheit hergestellt werden kann. Der Produktionsprozess garantiert immer glatte Oberflächen, sowohl innen als auch außen, da sie gegen die blanken Metalloberflächen der Formen und Gusskerne gepresst werden. Andere wichtige Fortschritte sind die Darstellung von Einzelheiten in geringster Materialstärke und scharf umrissene Details.
Ursprünge
Die Anfänge des Druckgussverfahrens reichen lange Zeit zurück und ihre zeitliche Fixierung beruht lediglich darauf, was genau man unter Druckguss versteht. Druckguss kann definiert werden als die Herstellung von Gussteilen, indem man geschmolzenes Metall in metallische Formwerkzeuge spritzt, dabei wendet man höhere Drücke an als den atmosphärischen Druck. Diese Definition unterscheidet den Druckguss von einer Methode des Giessens, bei der die Hohlräume der Formen durch Anwendung der Zentrifugalkraft gefüllt werden (siehe Schleuderguss). Beim Druckguss werden so verschiedene Metalle verarbeitet wie Blei, Zinn, Zink, Aluminium, Bronze und sogar Eisen. Unser spezielles Interesse gilt zunächst dem Zink.
Zinklegierungen
Zinklegierungen werden häufig zur Herstellung von Spielzeug verwendet, weil sie einen angenehm niedrigen Schmelzpunkt von 380 bis 420° C aufweisen, in geschmolzenem Zustand zuverlässig fließen, nach dem Abkühlen formhaltig bleiben (also nur wenig schwinden) und die Formwerkzeuge nur geringfügig verschleißen noch gar zerstören. Ganz allgemein sind diese Legierungen unter ihren britischen und amerikanischen Handelsnamen als Mazak und Zamak bekannt. Sie sind eigentlich eine Mischung von nahezu reinem Zink mit verschieden großen Anteilen von Aluminium, Kupfer und Magnesium, daher die Namen (Zink, Aluminium, MAgnesium und Kupfer).
Die Firma Morris Ashby Ltd. ließ sich 1929 die Bezeichnung "Mazak" für eine Legierung aus Zink, Magnesium und Kupfer schützen und bot seit 1930 diese Zinklegierung den Herstellern von Gussmodellen an. Tootsietoy ging 1933 und Dinky Toys 1934 zu Zinklegierungen über. Natürlich können Zinklegierungen sowohl für Schleuderguss als auch für Druckguss verwendet werden, ein Beispielmodell für Zinkschleuderguss sind einige der Nachkriegsprodukte der Firma F. G. Taylor. Wenn es sich um Zinkschleuderguss handelt, ist die Oberfläche der Innenwände der Karosserien übrigens sehr viel weniger rau als bei Bleischleuderguss.
Zinkgewinnung und Reinheitsgrade
Ursprünglich betrug der Kupferanteil von Zamak oder Mazak über drei Prozent, aber mittlerweile wurde er stark herabgesetzt, wenn nicht gänzlich vermieden. Zink-Aluminium-Legierungen reagieren teilweise empfindlich auf geringste Verunreinigungen. Seit den 1930er Jahren ist der Fortschritt beim Zinkdruckguss auf die verbesserte Reinheit des Zinks zurückzuführen. Das Zink sollte einen Reinheitsgrad von 99,99% erreichen. Allerdings tolerierten einige Legierungsrezepte aus den 1930er Jahren kleine Anteile von Eisen, Blei, Cadmium und Zinn.
Zink als eigenständiges Metall war eigentlich bis zum 17. Jahrhundert in Europa unbekannt. Es ist jedoch in Form von Zinkcarbonat schon seit römischer Zeit bei der Herstellung von Messing in Gebrauch gewesen. Der ursprüngliche Produktionsprozess von Zink beruhte auf einem thermischen Verfahren und es ist überliefert, dass William Champion aus Bristol bereits 1738 Zink gewerblich erschmolzen hat. Ein elektrochemisches Herstellungsverfahren wurde während des Ersten Weltkriegs entwickelt, wobei der Reinheitsgrad des Metalles größer als 99,95% war. Die Reinheit konnte auf 99,99% gesteigert werden, wenn dies für notwendig gehalten wurde, aber dieser Prozess war sehr teuer.
Die Methode der Zinkgewinnung in stehender Retorte (New-Jersey-Verfahren) wurde um 1929 entwickelt, war ein bahnbrechender Fortschritt und ermöglichte die ununterbrochene, nicht mehr schubweise, Herstellung von Zink, und erforderte einen geringeren Aufwand. Dem Anwachsen der Effektivität standen jedoch höhere Investitions- und Produktionskosten gegenüber. Ein Metall in einer Reinheit von 99,99% konnte nun durch das sogenannte Verfahren der "Fraktionierten Destillation" für die Herstellung von Zinkdruckgusslegierungen bereitgestellt werden. In den 1940er Jahren begann die "Imperial Smelting Corporation" in Avonmouth mit Experimenten an einem neuartigen Hochofen und konnte 1957 den erfolgreichen Abschluss der Entwicklungsarbeiten verkünden. Der Prozess beinhaltete das gleichzeitige Erschmelzen von Zink und Blei, die miteinander verbunden in der Natur vorkommen, denn Zinkblende ist fast immer mit Bleiglanz vergesellschaftet . Dies war ein bemerkenswerter Fortschritt und der Schlüssel des Erfolges war die Einführung eines schnell kühlenden Kondensors. In den 1970er Jahren wurde eine weitere Gruppe von Legierungen entwickelt, die höhere Anteile von Aluminium enthielten, wodurch die Reihe der Anwendungsmöglichkeiten für das Zinkdruckgussverfahren noch erweitert werden sollte.
Zinkpest
Die Reinheit der Zinkdruckgusslegierungen war so problematisch, dass die Hersteller von Zinklegierungen ein Garantieschema ersannen, unter welchem sie zusicherten, dass sie nur Zink in einer bestimmten Reinheit verwendeten. Zu dieser Zeit zählten zu den wichtigsten Herstellerländern Großbritannien, die USA, Frankreich, Deutschland und Australien. Um 1900 war bereits weithin bekannt, dass nur das reinste Zink für gute Legierungen geeignet ist, weil schon bei geringen Anteilen von Blei, Zinn oder Cadmium die Legierung instabil wird. Gerade das Vorhandensein von Zinn verursacht spezielle Reaktionen und hat übermäßige Veränderungen der Maßhaltigkeit zur Folge, außerdem Verwindungen, Schwellungen und Rissbildung.
Die Sammler von Modellautos sind schockiert, wenn sie entdecken, dass ihre älteren Exemplare in wertvollen Sammlungen zu bröckeln oder zu zerfallen beginnen. Bei diesem Phänomen, gemeinhin als "Zinkmüdigkeit" oder "Zinkpest" bezeichnet, handelt es sich korrekt ausgedrückt um "Interkristalline Korrosion". Die Folgen der oben beschriebenen Reaktionen erzeugen anfangs Schwellungen und Verformungen, aber sie können in völliger Auflösung des Gussteiles gipfeln. Dieser Prozess ist seinem Verlauf nach mit einer Ziegelmauer zu vergleichen, bei dem der Mörtel sich auszudehnen beginnt, was Verformungen und die eventuelle Zerstörung des Mauerverbandes zur Folge hat. Der gebräuchlichste Test auf Interkristalline Korrosion in Zinklegierungen besteht darin, ein Druckgussteil ein einem geschlossenen wassergefüllten Druckbehälter einer Temperatur von 95° Celsius auszusetzen, und dies 10 Tage lang. Danach wird durch Messung der Wandstärken festgestellt, ob sich die Gussteile ausgedehnt haben. Wenn Korrosion eingetreten ist, verursacht ein Biegen der Teile Risse an der Oberfläche. Es versteht sich von selbst, dass wir Sammler dieses Prüfverfahren nicht mit unseren Modellen durchführen werden. So warten wir also in unser Schicksal ergeben, ob sich auch im eigenen Sammelbestand Exponate befinden, die von Zinkpest befallen sind.
Porosität
Ein weiterer Defekt, der gelegentlich Gussteile befällt, ist Porosität. Hier gibt es einen Zusammenhang zwischen der Temperatur beim Spritzvorgang und der Höhe des Spritzdrucks, wobei vor allem übertrieben hohe Temperaturen kritisch sind. Der Grund für die beliebte Temperaturerhöhung beim Guss ist das Vorhandensein von Eisenbestandteilen. Dies macht die Legierung weniger fließfähig. Um dem entgegenzusteuern erhöht der Giesser die Temperatur, ohne sich bewusst zu sein, welche Folgen daraus später entstehen können.
Betroffene Hersteller
Die Sammler wissen, dass Probleme mit der Korrosion nur bei einigen Herstellern aufgetreten sind. Deshalb ist zu vermuten, dass Korrosion vermieden werden kann, wenn man im Werk auf sachgemäße Produktion achtet. Bei britischen Spielzeugherstellern tritt Korrosion besonders bei Charbens, Benbros und einigen Timpo Toys auf, während sie bei Modellen von Lone Star, Matchbox und Corgi völlig unbekannt ist. In Deutschland sind die Vorkriegsmodelle von Märklin betroffen, aber auch solche von Karl Bub. Die meisten Dinky Toys aus der Vorkriegszeit haben Zinkpest, die meisten Nachkriegs-Dinky-Toys nicht. Die Budgie Serie ist deshalb interessant, weil diejenigen Budgies, die in der "Modern Toys" Fabrik hergestellt wurden, frei von Korrosion sind, diejenigen aus der „Rye House“ Fabrik in Hoddesdon jedoch nicht. Jim Burkett von "Modern Products" sagte verächtlich, dass Rodney Smith (früher bei Lesney) Schrott verwendet habe, als er die Hoddesdon Fabrik für Morestone leitete. Einige Sachen von Kemlows hatten auch Zinkpest, und das ist nicht verwunderlich. John Strange von Kemlows sagte, dass sie dort der Zinklegierung Blei hinzugefügt hätten und zwar deshalb, weil sich dann die Gussteile leichter von den Werkzeugen lösen ließen.
Druckgussmaschinen
Die frühesten Methoden und Maschinen beruhen auf Gusstechniken, wie sie für die Herstellung von Patronen oder Drucklettern entwickelt wurden. Es gab zahlreiche Erfindungen auf dem Gebiet des Patronengiessens und eine Menge Patente sind dafür zwischen 1830 und 1860 erteilt worden. Waffen spielten damals in der Technik eine große Rolle und vielleicht ist auch etwas dran am Wort vom "Krieg als dem Vater aller Dinge". In diesem Fall wurde die Entwicklung neuartiger Gusstechniken jedenfalls beschleunigt. Die erste Hälfte des 19. Jahrhunderts war eine Epoche der sich überstürzenden technischen Entwicklung und einer verbesserten Präzision im Maschinenbau. Die Unternehmer zur Zeit der Industriellen Revolution begannen die Segnungen der Standardisierung und Massenherstellung zu erkennen. Schraubengewinde wurden von William Sellars und Joseph Whitworth standardisiert. Colt (Handfeuerwaffen), Singer (Nähmaschinen) und Napier (Drehbänke) zählten zu den ersten, die Pionierarbeit auf dem Gebiet der Massenproduktion durch Standardisierung leisteten. In dieser Atmosphäre rascher technischer Entwicklungen tauchte auch die erste Maschine auf, die in der Lage war, Drucklettern in Massen zu giessen. Diese Maschine funktionierte bereits nach dem Prinzip des Spritzgusses und wurde von M. R. Bruce 1838 zum Patent angemeldet.
Verschiedene Weiterentwicklungen folgten und viele weitere Patente wurden registriert, vor allem gab es Fortschritte auf dem Gebiet der Kolbenventile.
1885 führte Otto Mergenthaler die Zeilensetzmaschine (Linotype) ein, die Drucklettern für ganze Zeilen erzeugen konnte. Seine Erfindung behauptete sich auf dem Gebiet der Drucktechnik nahezu unverändert fünfzig Jahre lang.
Die in der folgenden Abbildung dargestellte Maschine wurde im Jahre 1877 von C. und B. H. Dusenbury patentiert und scheint der erste Versuch gewesen zu sein, die Produktion von Weißmetallteilen zu standardisieren, indem man austauschbare Einheiten benutzte.
Maschine von Dusenbury
Die grundlegenden Einzelteile früherer Maschinen wurden übernommen, so zum Beispiel der Schmelztiegel, Kolben, "Schwanenhals" und Auslassventil. Zusätzlich sind jedoch einige neue Ideen hinzugefügt worden, die es erlauben, Gussformen von den Ausmaßen eines halben Tageszeitungsformates abzuspritzen. Dies erlaubt nun eine große Auswahl an Gussformen. Es ist auch ein Mechanismus mit Hebelbetrieb vorhanden, um die Formen zu öffnen oder zu schließen.
Die erste gewerbliche Druckgussmaschine, die alle Einzelheiten der modernen Maschinen bereits enthielt, war die "Soss" Druckgussmaschine, die kurz nach der Jahrhundertwende patentiert wurde. Die "Soss Manufacturing Company" stellte ausschließlich Scharniere her. Dort bevorzugte man von Anfang an die Gusstechnik zur Herstellung der Einzelteile und man beauftragte in diesem Zusammenhang einen der führenden Hersteller von Druckgussteilen. Unglücklicherweise war die Qualität der von dort gelieferten Produkte fragwürdig, es kam in kürzester Zeit zu Bruchschäden oder zu Korrosion. Untersuchungen der Scharniere zeigten, dass die Gussteile porös und von Rissen durchzogen waren. Weil die Vertragspartner nicht in der Lage waren, die von Herrn Soss geforderten Qualitätsstandards zu erfüllen, experimentierte er selbst und baute eine Maschine, die als erste auf dem freien Markt angeboten werden konnte. Sie ist in den beiden folgenden Abbildungen dargestellt.
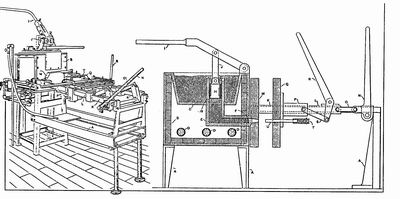
Hier ist zu sehen, dass diese Maschine alle Elemente aufweist, die wir auch an modernen Druckgussmaschinen finden, mit Ausnahme der Bedienungshebel, die heute nicht mehr handbetätigt werden. Die Arbeitsschritte, so wie sie in der Patentschrift beschrieben werden, sind folgende: Sobald die Maschine auf Arbeitstemperatur gebracht worden ist und das Metall sich in flüssigem Aggregatszustand befindet, wird der Hebel T, der das Auslassventil des Gusskanals in der Form verschließt, zurückgezogen, so dass durch den Gusskanal das flüssige Metall später in die Kavitäten (Hohlräume) der Form fließen kann. Hebel R wird zurückgezogen, wodurch die Formplatte Q auf die Formplatte M gepresst wird, infolgedessen werden die beiden Hälften der Form geschlossen. Anschließend wird der Hebel N nach vorne umgelegt, dadurch wird die geschlossene Form an das Gehäuse der Maschine geschoben, und zwar so, dass der Einlasskanal der Formplatte M in engsten Kontakt mit dem Auslassventil des Zylinders kommt. Als nächstes wird das Ventil F geöffnet und der Mann am Kompressionshebel I betätigt diesen mit einem schnellen und kräftigen Druck, wodurch das flüssige Metall im Zylinder nach unten gepresst wird und die komprimierte Flüssigkeit unter hohem Druck in die Form dringt. Die Verengung der Gusskanäle erhöht noch den Druck. Nun wird das Ventil F geschlossen und Hebel N wird wieder zurückgezogen, damit die Schließform von der Maschine getrennt wird. Der Hebel T wird rasch nach vorne gestoßen, um den Einlasskanal der Form zu verschließen, wobei das Angussstück aus der Form getrieben wird und in einen bereitstehenden Behälter fällt. Danach kann der Hebel R nach vorne gelegt werden und das fertige Gussteil aus der Form genommen werden.
Spätere Weiterentwicklungen dieser Maschine betrafen den Ersatz der handbetätigten durch pneumatische oder hydraulische Aggregate, eine erhöhte Kapazität des Schmelztiegels sowie eine Umstellung der handwerklichen auf automatische Produktion. Die erste pneumatische Druckgussmaschine wurde 1907 von Van Wagner zum Patent angemeldet, und seit dieser Zeit hat es zahlreiche weitere Verbesserungen gegeben.
Ein Seitenzweig dieser Weiterentwicklungen war in den späten 20er Jahren die erste Kunststoff-Spritzgiessmaschine, die in Deutschland von der Firma Isoma entwickelt wurde. Heute ist die Firma Ahrburg auf diesem Gebiet führend. In dem gleichen Maße wie sich die Qualität des Materials entwickelte und verbesserte war es auch auf dem Sektor des Maschinenbaus. Viele Hersteller von Metall-Druckgussmaschinen produzierten von nun an auch gleichzeitig Kunststoff-Spritzgiessmaschinen. Aber das ist eine andere Geschichte.
Man stellt sich die Druckgusstechnik als eine solche vor, die anfangs hohe Investitionskosten erfordert. Überraschenderweise ist das aber nicht der Fall. Typische kleine Maschinen aus den 1930er bis 1950er Jahren wurden normalerweise mit Gas beheizt, waren handbetrieben oder vom halbautomatischen Typ. Wenn sie Standardwerkzeuge aufnahmen, waren sie für einen "Schuß" von 250 Gramm Zink-, Blei-, oder Zinnlegierung konstruiert. Ihr Arbeitsdruck betrug bis zu 30 bar und ein erfahrener Maschinenführer war in der Lage, 100 bis 200 Abspritzungen pro Stunde zu erreichen.
Sturzguss
Einige dieser Maschinen waren so ausgelegt, dass sich das Werkzeug senkrecht über dem Stutzen befand. Sie konnten aus diesem Grunde sowohl für massive als auch für hohle Gussteile verwendet werden. Wenn Hohlgussteile hergestellt werden sollten, entfernte der Maschinenführer lediglich früher als sonst das Werkzeug von der Maschine, so dass ein Teil des geschmolzenen Metalls nach unten aus dem Inneren des Werkzeugs herauslief, bevor es durch vollständige Abkühlung fest wurde. Das überflüssige Metall konnte sofort wieder in den Schmelztiegel geworfen werden. Hohlgussteile erforderten etwa nur 50% bis 70% des Materialaufwands vergleichbarer Vollgussteile, was zu großen Einsparungen führte. Diese kleinen Druckgussmaschinen konnten schnell von einem Werkzeug auf ein anderes umgerüstet werden, eine Legierung war rasch durch eine andere austauschbar und es konnten auf diese Weise leicht kleinere Serien von Gussteilen hergestellt werden.
Bei solchen Operationen, vielleicht wechselte man von Mazak Spielzeugen am Vortag zu Zinngussteilen für Milchzapfanlagen am anderen Tag, dann wurden vielleicht wieder Spielzeuge gespritzt, muss die Gefahr einer Verunreinigung (Kontamination) in der Fabrik sehr hoch gewesen sein. Die ständige Wiederverwendung von Schrotteilen und Giessästen muss ebenfalls das Auftreten von Verunreinigungen begünstigt haben. In den meisten Unternehmen wurden jedoch durch geeignete Maßnahmen bei der Prozesssteuerung und verbesserte Arbeitsdisziplin solche Kontaminierungen vermieden.
Kontaminierung
Einige der schlimmsten Beispiele der Zinkpest und der Legenden von katastrophalen Korrosionserscheinungen beruhen auf Ereignissen in den 1940er Jahren. Während der Zeit des Zweiten Weltkriegs war in Großbritannien die Herstellung von Metallspielzeug vom Gesetzgeber eigentlich verboten, allerdings waren einige Druckgussartikel nach wie vor auf dem Schwarzmarkt erhältlich. Klar, dass einige skrupellose Individuen an die Formwerkzeuge und Druckgussmaschinen herankamen, ebenso wie an Zinklegierungen. Gerade Mazak konnte leicht in Form von Schrott erworben werden, seit diese Legierung ganz allgemein verwendet wurde. Zinklegierungen sind nicht allzu schwer zu identifizieren, obwohl damals genauso gut irgendeine andere Legierung ihren Weg in den Schmelztiegel gefunden haben dürfte. Verschrottete Türgriffe oder Zierleisten von Automobilen wie auch viele andere aus Zink hergestellte Einzelteile, konnten leicht mit elektroplattierten Metallen oder bleihaltigen Lacken kontaminiert sein. Eine Menge dieser Verunreinigungen wurden beim Schmelzvorgang in Form von Schlacke ausgeschieden. Jedoch sind die Legierungen in der Lage, genügend große Mengen anderer Elemente zu absorbieren, um potentiell instabile Mischungen zu erzeugen. Es ist ziemlich wahrscheinlich, dass sich die meisten schwer verunreinigten Legierungen innerhalb von nur wenigen Monaten zersetzt haben. Diese illegal oder zumindest inoffiziell hergestellten Spielzeuge und Modellautos, bei denen auch noch ein niedriges Qualitätsniveau beim Druckgussvorgang in manchen Firmen hinzukam, verschuldeten den damals überaus schlechten Ruf bezüglich der Qualität von Zinkdruckgussprodukten, an dem die Hersteller noch jahrelang zu tragen hatten. Dies führte unmittelbar dazu, ein "Garantieschema" zu entwickeln, das oben bereits erwähnt worden ist, eine international gültige Skala, die dazu geeignet war, einen bestimmten Qualitätsstandard zu garantieren. Heute sind die Standards der Hersteller so hoch, dass die gefürchtete Interkristalline Korrosion sehr selten geworden ist, man hört jedenfalls wenig davon. Lediglich in den 1960er Jahren hat es bei Firmen wie Rio in Italien noch so etwas gegeben, heutzutage treten diese Fälle manchmal bei indischen oder südamerikanischen Druckgussmodellen auf.
Moderne Druckgussautomaten
Moderne Druckgussmaschinen sind prinzipiell denen ähnlich, die oben beschrieben sind. Automation beschränkt sich manchmal darauf, dass der Maschinenführer einen Knopf betätigt, um den Kolben zu aktivieren. Das Öffnen und Schließen des Werkzeugs erfolgt dagegen häufig noch manuell. Eine vollautomatische Einrichtung macht es dagegen überflüssig, einen Maschinenführer pro Maschine einzusetzen und hat eine enorme Beschleunigung des Produktionsablaufes zur Folge. Kevin McGimpsey und Stewart Orr (siehe "Weiterführende Literatur") berichten, dass in den frühen 1960er Jahren Lesneys Spritzautomaten immerhin schon 14 "Schüsse" in der Minute schafften, während verglichen damit Meccano´s Maschinen, die noch von Hand geöffnet und geschlossen wurden, nur etwa fünf "Schüsse" pro Minute erreichten. Die fertigen Spritzlinge, die von der Druckgussmaschine ausgespuckt werden, fallen auf ein Förderband oder in einen Behälter.
Formwerkzeuge
Das wichtigste Problem beim Druckgussverfahren ist das Formwerkzeug und seine Konstruktion. Was Zinkdruckgusslegierungen betrifft, so ist deren Verschleißrate durch Abnutzung der Werkzeuge so gering, dass gewöhnlicher Maschinenstahl für die Stahlformen verwendet werden kann. Allerdings wurde für große Stückzahlen Chrom-Vanadium-Werkzeugstahl bevorzugt. Bei niedrigen Stückzahlen wurden sogar Bronze- oder Gussstahlwerkzeuge verwendet.
Ein Werkzeug aus relativ weichem Stahl war in der Lage, bis zu 100 000 Spritzvorgänge auszuhalten, während die führenden Unternehmen, wie z.B. Lesney, ihre aus Chromstahl gemachten Werkzeuge für 750 000 bis 1 500 000 Spritzvorgänge nutzen konnten. Es wird berichtet, dass Jack Odell von Lesney aus jeder Form eine Million Spritzlinge herausholte, bevor das Werkzeug ersetzt wurde. Die aufeinander folgenden Versionen der frühen Matchboxmodelle sind wohlbekannt, und diese entstanden, weil eben die abgenutzten Werkzeuge durch neue ersetzt werden mussten. Bei dieser Gelegenheit wurde das neue Werkzeug so überarbeitet, dass das neue Modell auf der Höhe der Zeit war. Die Häufigkeit dieser Werkzeugwechsel bei den Matchbox Serien ist ein Indiz für den phänomenalen Erfolg und die riesigen Mengen, die bei Lesney produziert wurden.
Das einfachste zweiteilige Werkzeug wird im Englischen "jelly mould" genannt, man könnte das vielleicht mit Puddingform übersetzen. Bei diesen einfachen Werkzeugen hängt es vom Können des Stahlformenbauers ab, ob man auf diese Weise noch ein ansehnliches Modell herausbekommt. Der nächste Schritt wäre dann das dreiteilige Werkzeug, wodurch man eine weitere Nahtlinie erhält, aber dazu ist es nun erforderlich, einen Schiebermechanismus in das Formwerkzeug einzuarbeiten. Das Ganze ist äußerst nützlich, um nun beispielsweise bei Modellautos die Details des Grills akkurat herausarbeiten zu können.
Werkzeugspuren
Wenn sie sich eine Vorstellung davon machen wollen, um welche Art Werkzeug es sich bei gehandelt hat, sollten sie bei ihrem Modell die Stelle suchen, wo das geschmolzene Metall in die Form eingetreten ist. Diese Stelle nennt man im Englischen "the gate", die Pforte. Diese muss irgendwo auf der Trennlinie zwischen dem fest angebrachten und dem beweglichen Teil des Werkzeugs liegen. Bei den Spritzlingen von Dinky ist die Pforte etwa 20mm lang. Zinkdruckgusswerkzeuge können übrigens auf Kunststoffspritzguss umgerüstet werden. Beispielsweise wurde das Dinky Modell des Blaw-Knox Bulldozers 1964 kurze Zeit aus Kunststoff hergestellt. Eine der notwendigen Modifikationen des Werkzeuges betrifft die Pforte, weil das Kunststoffmaterial von einem Anspritzpunkt aus in die Form eintreten soll, nicht entlang der Trennfuge.
Auswerferstifte werden im Werkzeug so angebracht, dass sie auf Stellen im Gussteil treffen, die beim fertigen Modell möglichst nicht zu sehen sind, denn leider verursacht der Auswerfer einen kreisförmigen Abdruck auf dem Spritzling. Dem ernsthaften Sammler sei empfohlen, sich einmal ein Modell oder ein anderes Druckgussprodukt näher anzusehen, besonders in demontiertem Zustand. Man sieht dann sehr gut die Nähte der Trennfugen und die Auswerfermarkierungen. Wenn ein Auswerferstift abgenutzt ist oder sogar abbricht und dadurch kürzer wird, ist eine kleine zylindrische Erhöhung auf dem Spritzling die Folge wo vorher nur der kreisförmige Abdruck war.
Viele Werkzeuge wurden während ihrer Lebensdauer stark modifiziert und es ist oft möglich, ältere Modellautos zeitlich danach einzuordnen, indem man sich diese Modifikationen genauer ansieht. Ganz allgemein gilt, dass sich alle Veränderungen am Werkzeug, bei denen Material von der Gussform abgefräst oder -geschliffen wird (am Gussteil wirkt sich das als Erhöhung bzw. Verdickung aus), als eine spätere Version gewertet werden kann. Es ist viel schwieriger, Metall auf das Werkzeug aufzutragen als umgekehrt, aber es sind auch Fälle bekannt, wo neue Formstücke in ein Werkzeug eingesetzt worden sind.
Mehrteilige Werkzeuge
Druckgusswerkzeuge können auch so konstruiert werden, dass verschiedene Versionen eines Basismodells hergestellt werden können. Hierzu setzt man andere Schieber ein. Ein Beispiel dafür (aus dem Kunststoffbereich) sind die Möbelwagen von Brekina, die für die Frontpartie Schieber besitzen, die einen Mercedes-Benz, einen MAN oder einen anderen Typ darstellen können. Das übrige Werkzeug wird für alle Modelle gleichermaßen genutzt. Noch Ende der 50er Jahre war man bei Wiking im Formenbau noch nicht so weit. Beachten sie bitte die verschiedenen Versionen bei den DKW 1000 Modellen, wo sich die viertürige Version ganz erheblich von der zweitürigen unterscheidet. Auch der etwa zur gleichen Zeit produzierte Opel Rekord unterscheidet sich deutlich von der Kombiausführung "Caravan". Heute würden die Frontpartien und Grills völlig gleich aussehen, weil der Schieber der gleiche wäre.
Jede Art des Giessens stellt den Konstrukteur der Formwerkzeuge vor spezielle Probleme. Während das ideale Werkzeug so einfach wie möglich konstruiert sein muss, so ist es doch üblich, dass Formwerkzeuge bis zu zehn oder zwanzig bewegliche Teile für ein einziges Gussstück aufweisen. Die allgemeinen Vorgaben bei der Konstruktion sind, dass sie in der Lage sein müssen, Gussteile von korrekter Form, Größe und Genauigkeit herzustellen. Andererseits darf es keine Probleme mit der freien Beweglichkeit der Formteile beim Vorgang des Ausstoßens des Gussteils aus dem Werkzeug geben. Außerdem muss das Werkzeug einen guten Fluss des geschmolzenen Metalls bis in die kleinsten Verzweigungen innerhalb der Hohlräume gewährleisten. Das Werkzeug muss ferner die Anwendung von "Stempeln" erlauben, die Durchbrüche im Gussstück formen sollen, z.B. Fenster in Karosserieteilen. Es muss dafür gesorgt werden, dass die "Stempel" zurückgezogen werden können, entweder im Handbetrieb oder automatisch. Das Werkzeug muss so gestaltet sein, dass es an einer bestimmten Linie (oder mehreren) geteilt werden kann, wodurch das fertige Gussstück leicht zu entformen ist. Schließlich muss Vorsorge getroffen werden, damit das Gussstück leicht entfernt werden kann, sobald sich das Werkzeug geöffnet hat. Schwierigkeiten bereitet auch die Entfernung der "Kerne", mit deren Hilfe in der Gusstechnik Hohlräume geformt werden. Beim Sandguss bereitet das keine Probleme, weil der lose Sand leicht entfernt werden kann. Bei Druckgussformen sind jedoch die Kerne massiv und müssen konstruktiv leicht entfernt werden können. Abgesehen davon ist es üblich, ein festes und ein bewegliches Werkzeugteil zu verwenden. Die bewegliche Hälfte des Werkzeugs enthält normalerweise die meisten Kerne und Auswerferstifte für die Kavitäten (das sind die Kammern, in denen sich die Gussteile befinden). Die Form muss außerdem so konstruiert sein, dass das Gussstück bis zur vollständigen Öffnung des Werkzeugs darin verbleibt und erst dann ausgeworfen wird.
Werkzeugherstellung
Die Herstellung von Druckgusswerkzeugen verlangt den Einsatz einer Anzahl spezieller Maschinen. Einige davon sind Bohrmaschinen, Fräsmaschinen, Schleifmaschinen und Drehbänke. Das Material, aus dem Werkzeugformen hergestellt werden, besteht aus roh geformten Stahlblöcken, die zunächst maschinell in die richtige, z.B. rechtkantige, Form gebracht werden müssen, damit sie mit der Fräsmaschine weiterbearbeitet werden können. In einer speziellen Vertikalfräsmaschine werden die Blöcke zugeschnitten, wobei die Abmessungen genauestens eingehalten werden müssen, wie sie von den Zeichnungen der Werkzeugteile und -rahmen vorgegeben sind. Nachdem die originalen Werkzeugformen hergestellt worden sind können sie, wenn dies erforderlich ist, als Muster in der Dupliziermaschine verwendet werden. Dabei handelt es sich um eine Kopierfräse, die zwei Halterungen besitzt, eine für einen Stahlblock, die andere für das Musterformwerkzeug. Beide werden auf einer gemeinsamen Basis montiert. Die Konturen des Musterformwerkzeugs werden von einem Stift abgetastet, der dadurch die Arbeit des Fräsers auf dem Stahlblock steuert und infolgedessen die Musterform kopiert. Ergänzend müssen aber noch viele handgesteuerte Arbeitsvorgänge auf der Drehbank erledigt werden. Zusätzlich sind eine ganze Reihe von Handwerkszeugen erforderlich, so beispielsweise verschiedene Arten von Feilen und Punzen, aber auch Polierwerkzeug. Ein Großteil der Kosten des Formwerkzeugs beruht auf der Schleif- und Polierarbeit und der hochgradig spezialisierten Tätigkeit an den Drehmaschinen. Ein großer Anteil aller Arbeitsstunden entfällt auf handwerkliche Schleif- und Polierarbeiten an den Formwerkzeugen, nachdem die Maschinenarbeiten schon längst erledigt sind. Die Ausarbeitungen der Formwerkzeuge wurden überwiegend handwerklich und bis zu einer Genauigkeit von 0,25mm erledigt, danach erfolgte das Polieren, um alle Bearbeitungsspuren zu entfernen. Einige Firmen schafften es, die hohen Werkzeugkosten schon nach dem ersten Auftrag zu amortisieren. Andere legten die Werkzeugkosten auf mehrere aufeinander folgende Serien um oder vertrauten darauf, dass man Anschlussaufträge für das gleiche Produkt bekommen werde. Ganz allgemein gingen die Hersteller dazu über, dem Auftraggeber die Werkzeugkosten gesondert in Rechnung zu stellen und den Preis für die Gussstücke ohne Rücksicht auf die Werkzeugkosten zu berechnen. Spielzeugfabriken, die ihre Werkzeuge selbst herstellten, pflegten ihre Stückkosten über eine geplante Gesamtstückzahl zu berechnen. Dies bedeutete, dass man die erforderlichen Produktionskosten sehr akkurat zu kalkulieren hatte. Der Entwurf und die Konstruktion von Gusswerkzeugen ist die Arbeit von Spezialisten, besonders wenn das Werkzeug eine komplizierte Form aufweist.
Wirtschaftlichkeit des Werkzeugs
Das Werkzeug stellt einen Kompromiss zwischen der Beachtung der Investitionskosten im Verhältnis zum wirtschaftlichen Erfolg des Produkts dar. Genauer betrachtet ist die Qualität des Werkzeuges und die Güte des Materials, aus dem es angefertigt wird, auch von dem Standard und Anspruch des Herstellers abhängig. Vor vierzig Jahren lag ein wirtschaftlich vertretbares Minimum für die Produktion von Zinkdruckgusserzeugnissen bei 10 000 Einheiten. Heutzutage dürfte es etwa beim Doppelten dessen angesiedelt sein. Obwohl es mittlerweile automatische Druckgussmaschinen gibt, die es erlauben, ein Vielfaches von der früheren Tagesleistung zu produzieren, haben die Werkzeuge eine Lebensdauer erreicht, die eine Gesamtstückzahl von etwa 5 Millionen Einheiten erlauben, ohne dass es Probleme mit dem Werkzeug gibt.
Druckgussunternehmen
Die Unternehmen, die sich mit Druckguss befassten, reichten von etwa 1930 bis 1950 vom kleinen spezialisierten Spielwarenhersteller bis zu Firmen, die eine große Palette von Produkten auf ihren Druckgussmaschinen produzierten. Einige davon scheinen mehr oder weniger Ein-Mann-Unternehmen gewesen zu sein, die unter bescheidenen Umständen arbeiteten. Typischerweise stellten die großen Spritzgiessereien nicht nur Spielwaren her, sondern ebenso Lampenständer, Schmuckkästen, Spardosen, Salzstreuer, Klempnereizubehör, Golfschläger, Waschmaschinenteile, Zahnräder, Rollen, Handräder, Rahmen für Schreibmaschinen, Telefon- und Uhrengehäuse und Teile für Automobile. Diese Firmen scheinen eine ganze Reihe verschiedenster Spritzgussmaschinen von unterschiedlicher Leistung, von handbetriebenen bis zu automatischen Ausführungen, in Betrieb gehabt zu haben. Die meisten Spielzeugteile konnten in Formwerkzeugen hergestellt werden, die das Standardformat von 6 Quadratinch (ca. 150mm mal 150mm) und eine Stärke von 3 Inch (ca. 75mm) aufwiesen. Kleinere Maschinen konnten mit Einzelwerkzeugen bestückt werden, größere Maschinen waren zur Aufnahme mehrerer Werkzeuge im Standardformat in der Lage.
Exkurs: Kemlows
Ein typisches Unternehmen der Branche soll hier beispielhaft vorgestellt werden. Kemlows wurde 1946 von Charles Kempster und William Lowe in London gegründet. Die Firma war typisch für die Vielzahl ähnlicher Spritzgiessereien zu dieser Zeit. Glücklicherweise haben einige der frühen Kemlows Hauptbücher überlebt, und es ist tatsächlich so, dass eine der ersten Eintragungen im Hauptbuch einige Werkzeugstahlblöcke und eine M55 Druckgussmaschine nachweist, die für 156 Pfund und 17 Schillinge angekauft wurden, und zwar von der "Die Casting Machine Tools Ltd.", die später selbst zu einem Hersteller von Zinkdruckgussartikeln wurde und uns Sammlern unter dem Namen "Lone Star" wohlbekannt ist. Bei Kemlows ersten Spielwaren aus Druckguss handelt es sich um ein gepanzertes Fahrzeug mit angehängter Haubitze, die unlackiert verkauft wurden, mit zugekauften Messingrädern und Gummireifen. Die Werkzeuge (Formen) wurden von Mr. Pearson angefertigt und kosteten 100 Pfund. Das gepanzerte Fahrzeug wurde etwa zwei Jahre lang verkauft, von September 1946 bis Oktober 1948, und wenn man die Verkaufszahlen in Kemlows Rechnungsbüchern addiert kommt man auf eine Gesamtzahl von 52 000 Einheiten. Das ist interessant, denn diese Produktionszahlen stehen in scheinbarem Widerspruch zur heutigen Seltenheit dieses Modells. Es ist zwar nicht absolut selten, aber eben auch nicht jederzeit zu bekommen, und es kann schon mehrere Monate dauern, bis man eines dieser Stücke auf einer Börse angeboten bekommt. Die Haubitze ist natürlich noch seltener als das gepanzerte Fahrzeug, was einfach darauf beruht dass dieses kleine Teil schnell verloren ging. Spätere gepanzerte Fahrzeuge wurden natürlich in Tarnfarbe lackiert und hatten Druckgussräder.
Weiterführende Literatur
Lesney war an der Spitze der technologischen Entwicklung bei den automatischen Druckgussmaschinen und es gibt darüber eine Menge interessanter Informationen in dem Buch "Collecting Matchbox Diecast Toys" von Kevin McGimpsey und Stewart Orr (Verlag Major Productions, 1989). Auch "The Great Book of Corgi" von Marcel Van Cleemput (New Cavendish Verlag, 1989) bringt eine Menge technischer Informationen, aber mit dem Schwerpunkt mehr auf Konstruktion und Entwicklung der Modelle als auf dem Bereich der Produktion. Ein weiterer interessanter Aspekt dieses Buches ist es, dass darin Produktionszahlen für jedes Corgi Modell genannt werden.
H0 Druckgussmodelle
Im Maßstab 1:87 gibt es eine ganze Anzahl von Herstellern, die sich mit Druckgussmodellen befassen. Trotzdem haben Zinklegierungen in anderen Maßstäben eine weit größere Bedeutung, vor allem in 1:43 und 1:18. Der Grund für die geringere Beliebtheit in kleineren Maßstäben liegt vor allem darin, dass die Modelle nach dem Druckguss lackiert werden müssen. Diese Erzeugnisse sind preiswert, aber die Gravur erscheint immer etwas zu unscharf, winzige Details können nicht dargestellt werden. Der relativ dicke Lackauftrag glättet die Gravur, mitunter wird sie ganz vom Lack überdeckt. Bespielte Modelle weisen Lackabsplitterungen auf, was gut erhaltene Modelle besonders teuer macht.

Einige Modelle aus Zinkdruckguss
Zinkdruckgussmodelle im Maßstab 1:87 gibt es im wesentlichen erst nach dem 2. Weltkrieg. Die wichtigsten Marken bei den Fertigmodellen sind bzw. waren [in alphabetischer Reihenfolge] Britains (GB), CJD (F), Cursor (D), Dinky Toys (GB), EFE (GB), Efsi (NL), Husky (GB), Impy (GB), KB (Karl Bub, D), Marks (D), Majorette (F), Masudaya (J), Matchbox (GB), Mercury (I), Morestone (GB), Norev (F), NZG (D), Schuco (Piccolo Serie, D), Shinsei (J) und Tootsietoys (USA).
Besonders sammelwürdig sind die Matchbox Modelle der Serie 1-75, die im Maßstab etwas größer als H0 sind, aber die Modellvorbilder, vor allem US Pkws, begeistern mich. Ähnliches ist von den Husky Modellen zu sagen. Auch die Norev Modelle, die die davor produzierte Kunststoffserie in Metall fortsetzten, sind brauchbar. Mich kann dagegen die Schuco Piccolo Serie, von vielen Sammlern heiß begehrt, überhaupt nicht reizen. Ihre ungelenken Formen sind ein Beispiel dafür, wie sehr manche Metalldruckgussmodelle misslingen können.
Kleinserien aus Schleuderguss
Bei Kleinserienherstellern erfreut sich der Schleuderguss großer Beliebtheit, weil die Werkzeugkosten hier deutlich geringer ausfallen als beim Druckguss. Allerdings ist das verwendete Material teurer, denn meistens wird eine Zinnlegierung, gelegentlich auch Reinzinn, in Ausnahmefällen sogar Silber, verwendet. Die Formen verschleißen jedoch rasch, die Auflagen bleiben klein und die zuletzt produzierten Modelle neigen mehr und mehr zur Gratbildung, z.B. an den Fensterdurchbrüchen. Es ist aber erstaunlich, wie gut die meisten dieser Modelle geraten, die überwiegend in Bausatzform angeboten werden. Leider sind die Bausätze schon sehr teuer, als Fertigmodelle kann man sie kaum noch bezahlen. Das liegt daran, dass der Bauaufwand hoch ist und einiges Können voraussetzt. Besonders die Lackierung erfordert große Sorgfalt.
Wegen des exclusiven Preises spezialisieren sich die Hersteller auf Modellvorbilder, die in der Großserie nicht angeboten werden, z.B. Oldtimer, Rennsportmodelle, seltene Busse oder Lkw. England und die USA sind die Länder, aus denen ein großer Teil der Zinngussmodelle (dort gerne "White Metal" genannt) stammt. Freunde von US-Modellvorbildern werden sich daher bemühen müssen, die Technik des Baus von Zinngussmodellen zu erlernen.
Zinngussteile von BKL, an einem Rad haftet noch der Gusskanal
Der Modellbauer muss die Teile entgraten, schleifen, grundieren, lackieren und zusammenkleben. Die Lackierung erfordert schon einiges Können, denn sie darf nicht zu dick auftragen. Hier ist eine Airbrush-Ausrüstung angesagt, denn eine Bemalung mit dem Pinsel zerstört den guten Eindruck des Modells. Einige Anbieter muten den Modellbauern zu, die Teile selbst passgenau zu machen. Aus all diesen Gründen sind Metallgussmodelle nichts für Ungeduldige und haben nur einen geringen Marktanteil.
Typische Hersteller von Schleudergussmodellen waren bzw. sind:
Alloy Forms (USA), BDB (NL), BKL (GB), Grand Spot (nicht Grand Sport, wie man immer wieder liest, GB), Ivers Engineering (USA), Kehi (D), Langley Models (GB), Lee Town (USA), Lion Models (D), metal 87 (Handelsmarke, D), morem (D), Pirate (GB), Rapid (Scale Structures, USA), Trident (A), Walldorf mini (Handelsmarke, D), Weico (AUS), Weinert (auch als WM bezeichnet, D), Western Models (GB)
3.3 Kunststoff
Die weitaus meisten Modellautos im M 1:87 bestehen jedoch aus Kunststoff, und angesichts der Eigenschaften dieses Materials ist das auch völlig verständlich. Die öffentliche Diskussion um die Umweltbelastung durch Kunststoffprodukte bzw. -verpackungen ist für unseren Bereich nicht relevant, denn eine "Entsorgung" meiner Modelle, auch meiner Verpackungen, würde ich mir doch sehr verbitten! Es geht mir im Gegenteil darum, dass die Modelle möglichst dauerhaft sind. Auf diesem Gebiet gibt es mit Kunststoff selten Probleme. Eigentlich kenne ich nur eine Kunststoffsorte, die brüchig ist, eine, die zum Verziehen neigt. Aber Achtung: Nahezu alle Kunststoffe bleichen bei intensiver Sonnenbestrahlung aus!
Wenden wir uns nun den Unterschieden bei Kunststoffen zu. Ganz allgemein unterscheidet man Thermoplaste, Duroplaste und Elastomere. Es schadet nichts, wenn wir Sammler ein wenig über deren Eigenschaften Bescheid wissen.

Teile aus den drei Kunststoffarten
Thermoplast, Duroplast, Elastomer
Thermoplaste (thermos = warm; plasso = bilden) gehen beim Erwärmen reversibel (umkehrbar) in einen plastischen, also verformbaren Zustand über und behalten nach Erkalten ihre Form bei. Beispiel: Plastikbecher.
Duroplaste (durus = hart) sind bei normalen Temperaturen hart und spröde. Sie sind nicht plastisch verformbar, gegen Wärme und Chemikalien besonders widerstandsfähig, nur schwer quellbar und unlöslich. Beispiel: Steckdose.
Elastomere (elastisch = dehnungsfähig; meros = Teil) zeichnen sich durch hohe Elastizität in einem breiten Temperaturbereich aus. Beispiel: Kunststoffschwamm.
Für die Herstellung von Modellautos kommen also nur Thermoplaste und Duroplaste in Frage.
Verarbeitung
von Kunststoffen
Man
unterscheidet grundsätzlich maschinelle und manuelle Verfahren der
Kunststoffverarbeitung. Es würde zu weit führen, alle darunter zu fassenden
Methoden darzustellen, wir wollen uns auf die beschränken, die für unser
Sammelgebiet relevant sind.
Spritzgiessen
Ein
maschinelles Verfahren, das stark verbreitet ist, "weil damit auch
komplizierte Formteile von hoher Qualität und Maßgenauigkeit meist ohne
Nacharbeit hergestellt werden können. Es werden vorwiegend Thermoplaste verarbeitet.“

Granulat, hier rot-transparent
Das thermoplastische Material wird meistens in Form von Granulat in den Aufgabetrichter der Spritzgiessmaschine gefüllt. Das Granulat (sozusagen kleine Körnchen) ist bereits durchgefärbt. Es kommt aber auch vor, dass klarem Granulat ein entsprechender Anteil an farbigem Granulat zugemischt wird. Auf diese Weise kann der Hersteller individuellere Farbwünsche realisieren. Mit den Standardfarben der Lieferanten des Granulates ließen sich bei weitem nicht die dem Vorbild nahezu exakt entsprechenden Farbtöne treffen.
„Die
Spritzgiessmaschine besteht aus der
`Spritzeinheit´ und der `Schließeinheit´. Die Spritzeinheit ist ein Extruder
mit hin und her beweglicher Schnecke, die die Formmasse fördert, plastifiziert
und ausstößt.
Die Schließeinheit öffnet und schließt das Werkzeug, in dessen Hohlraum die Teile aus
den Kunststoffarten: Thermoplast und Elastomer als plastische Masse vom Schneckenkolben der
Spritzeinheit über ein Angusssystem eingespritzt wird."
Der wesentliche Unterschied zum Metalldruckguss ist also der durchgefärbte Zustand des Granulates und der Umstand, dass sich der Kunststoff vor dem Spritzvorgang nicht in flüssigem, sondern in plastischem Zustand befindet.
Giessast, oben rechts ist der Angusszapfen zu erkennen
Nach Ablauf der Erstarrungszeit, die durch Wasserkühlung der Formen verkürzt wird, wird das Werkzeug zurückgefahren, geöffnet und der fertige Spritzling (er besteht aus den in den Kavitäten geformten Teilen und den Giessästen) ausgestoßen. Die Form schließt sich wieder und wird erneut an die Düse herangefahren, damit der nächste Spritzvorgang stattfinden kann. Durch geschickte Bauweise des Formwerkzeuges kann man erreichen, dass beim Ausstoßen der Spritzlinge sich die eigentlichen Teile von den Giessästen lösen. Dies erreicht man, indem die Gusskanäle kurz vor den Kavitäten besonders dünn gestaltet werden, beim Giessast ist das dann die Sollbruchstelle. Man lässt den ausgestoßenen Spritzling gegen ein Hindernis prallen, dadurch lösen sich dann die Teile von den Giessästen.
Vollgussmodelle aus Kunstharz von bs-design
Pressen
Ein
maschinelles Verfahren, das im Bereich der Modellautoherstellung nur ganz selten
angewendet wird. Der duroplastische Kunststoff, z.B. "Bakelit", wird
durchgefärbt und in eine Form gepresst. Das Pressverfahren erlaubt dem
Formenbauer nur einen geringen Spielraum, komplizierte Formteile können nicht
hergestellt werden.
Giessen
Sowohl als
manuelles als auch als maschinelles Verfahren anwendbar. Epoxydharze, die aus flüssigem
Harz und Härter angemischt werden, giesst man in eine Form. Diese Formen können
Vollguss- oder Hohlgussteile entstehen lassen.
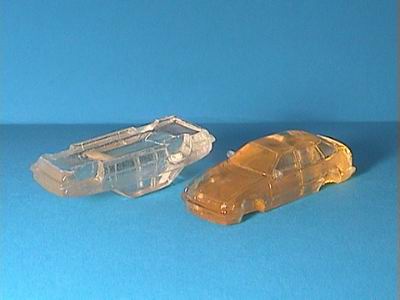
Vollguss
Vollgussmodelle
bestehen meistens aus transparentem Material, das manchmal eine leichte Gelbfärbung
aufweist. Die Gussteile müssen anschließend grundiert und lackiert werden,
wobei die Fenster unlackiert bleiben. Das transparente Material dient zur
Simulation von Fensterscheiben. Man kann die Fenster z.B. mit "Color
Stop" von Revell abdecken und die "Haut", die sich dort gebildet
hat, nach der Lackierung des ganzen Modells abziehen. Vollgussmodelle zeichnen
sich meistens durch eine gute Gravur und Maßhaltigkeit der Form aus. Nur am
Boden des Modells bemerkt man, dass das Material geschwunden ist, denn die
erkaltete Masse biegt sich dort leicht nach innen durch.
Der Boden bekommt zwei Nuten, z.B. mit der Laubsäge oder mit einem Minifräser (gut geht es mit dem Zahnarztbohrer), in die Nuten werden Messingröhrchen eingeklebt, die dann die Achsen aufnehmen. Vollgussmodelle sind heute etwas aus der Mode gekommen, denn viele Modellfreunde scheuen den Bauaufwand und wollen auch nicht auf die Inneneinrichtung verzichten, die Vollgussmodelle nun mal nicht bieten können.
Die bekanntesten Hersteller von Vollgußmodellen sind bs-design (D), Conversion ´87 (D), Focus (NL), Greg´s Garage (USA), Imse Private Series (D), Lion Models (D) und US Models (D).

Bakelitrohlinge, in der Mitte fertiges Pressteil
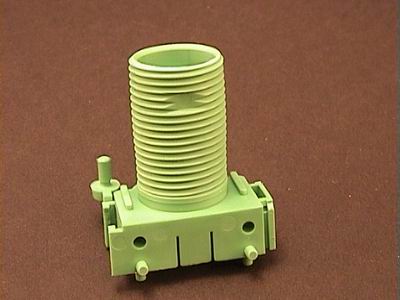
Hohlguss
In den
letzten Jahren haben viele Kleinserienhersteller auf das Hohlgussverfahren umgestellt. Das Material für Hohlgussmodelle
wird auch als "Resin" bezeichnet. Es beruht auf dem Ester der Harzsäuren
(Harzester, Resinate genannt). Meistens werden die Modelle in Kautschukformen
gegossen, daher sind besonders scharfe Gravuren kaum möglich.
Die Fensterdurchbrüche und Ränder (z.B. Radkästen) weisen Gratbildung auf und müssen nachbearbeitet werden. Manchmal sind die Gussteile verzogen, denn eigentlich brauchen die Hohlgussmodelle ziemlich dicke Wandstärken.

Hohlgussmodell von bs-design
Es gibt auch Modelle ohne
Fensterdurchbrüche, die
fast als Vollgussmodelle bezeichnet werden müssen (z.B. früher bei Bohemia).
Hier ist der Bearbeitungsaufwand besonders hoch, man kann z.B. mit
Zahnarztbohrern und -fräsern die Fensterdurchbrüche selbst herstellen.
Die Rezepturen für den Kunststoff sind recht verschieden, einige darunter sind
regelrecht anrüchig, sie riechen penetrant nach Mottenkugeln. Nach der
Lackierung erledigt sich das Problem. Nicht bei jedem Hersteller sind die Teile
passgenau, daher ist viel Geduld bei der Montage erforderlich. Manchmal müssen
sogar die Radkästen ausgefräst werden, damit die Räder hineinpassen. Ein
weiterer kritischer Punkt ist die Verglasung, die meistens als Tiefziehteil
beiliegt, aber oft nicht passt. Ich werfe sie in diesem Fall weg und arbeite mit
"Krazel Kleer", einer milchigen Flüssigkeit, die vorsichtig mit dem
Pinsel über die Scheibendurchbrüche gezogen wird und nach dem Trocknen eine
glasklare, manchmal etwas schlierige Scheibe bildet. Man kann eventuell auch Weißleim
nehmen.
Bei solchem Bauaufwand ist klar, dass auch Hohlgussmodelle nur einen kleinen
Teil der Sammler ansprechen. Die bekanntesten Anbieter sind Bohemia (CZ),
bs-design (D), FMB (D), Gollwitzer (D), Magnuson (USA) und MEK (D).
Tiefziehen
Sowohl als
manuelles als auch als maschinelles Verfahren anwendbar. Beim maschinellen
Verfahren werden extrudierte Folien durch Erwärmung und mit Hilfe von
Vakuum in eine Form gezogen. Auf diese Weise entstehen z.B. Joghurtbecher.
Kleinserienhersteller wenden das Verfahren manuell an, meist ohne Vakuum, um
tiefgezogene Verglasungsteile, Planen oder ähnliches herzustellen. Die Teile
sind nicht sehr scharf konturiert, daher eignen sie sich weniger für Teile, bei
denen es auf die Gravur ankommt. Acorn aus England hatte eine kleine Serie von
Tiefzieh-Bausätzen im Programm, aber der Zusammenbau soll sehr schwierig
gewesen sein.
In Deutschland wurden 1982/83 Modelle aus Vacu-Teilen von Jens Lehmann-Scholtka aus Dortmund angeboten. Er gab damals ein kleines Informationsblatt über seine Modelle heraus und schrieb unter anderem: „Die H0-Teile wie Fahrerhäuser, Karosserien etc. werden als aus klarem Kunststoff und in einem Stück tiefgezogene Teile angeboten.“ Leider habe ich diese Bausätze nie zu sehen bekommen und kann ihre Eigenschaften daher nicht beurteilen.
Auch der Kleinserienhersteller „airmodel“ hat Tiefziehbausätze angeboten (siehe Abb.). Hier handelte es sich um Teile, die der Verfeinerung von Wiking-Modellen dienten.

Tiefziehteile von airmodel, vorn transparent, hinten weiß
Verwendete Kunststoffe
Polystyrol
Seit 1930
wird Polystyrol von der chemischen Industrie hergestellt (IG Farben). Es beruht
auf Styrol und weist folgende Eigenschaften auf:
- große Härte und Formstabilität
- große Steifigkeit mit hoher Zugfestigkeit und niedriger Reißdehnung
- Wärmeformbeständigkeit bis +80° C
- im nicht gefärbten Zustand ist es glasklar
- brillante Oberfläche
- unempfindlich gegen Feuchtigkeit
- beständig gegen Basen, Alkalien, Salzlösungen, verdünnte Mineralsäuren
sowie Waschmittel
- nicht beständig gegen chlorierte und aromatische Kohlenwasserstoffe,
konzentrierte Schwefelsäure, Ether, Ester, Ketone und Benzine
- versprödet und vergilbt unter Einwirkung von Sonnenlicht
- geruchs- und geschmacksneutral, physiologisch unbedenklich
Handelsnamen sind z.B. Polystyrol (BASF), Vestyron (Hüls), Styron (Dow)
Eng verwandt mit Polystyrol (PS) sind folgende Kunststoffe:
- Polystyrol schlagfest (SB), Handelsnamen auch Styrolux (BASF) oder K-Resin
(Philips), welches für die Spielzeugherstellung aufgrund seiner
Materialeigenschaften große Bedeutung besitzt, denn es ist recht schlagzäh und
wenig kerbempfindlich.
- Styrol-Acrylnitril-Copolymerisat (SAN), Handelsnamen Luran (BASF), Lustran (Monsanto) oder Tyril (Dow),
- Acrylnitril-Butadien-Styrol-Terpolymere (ABS), Handelsnamen Novodur (Bayer), Terluran (BASF), Lustran (Monsanto), Ronfalin (DSM), Babyblend (Bayer), Dow-ABS (Dow). ABS besitzt bei Modelleisenbahnen und -flugzeugen große Bedeutung.
- Acrylester-Styrol-Acrylnitril-Terpolymere (ASA), Handelsnamen Luran S (BASF) und Geloy (GEP). Es ist besonders für Außenanwendungen gedacht und spielt bei Modellautos eine geringere Rolle.
Meistens wird Polystyrol als Granulat geliefert. Der thermoplastische Kunststoff ist das nahezu ideale Material für Modellautos unseres Maßstabes. Es kann leicht durchgefärbt werden, bei guter Qualität wird es auch bei geringen Wandstärken nicht transparent (durchscheinend). Polystyrol wird durchweg im Spritzgiessverfahren verarbeitet. Das Granulat wird in einer elektrisch beheizten Schnecke allmählich plastifiziert und dabei nach vorn gefördert. Unter hohem Druck spritzt die Maschine den Kunststoff in eine mehrteilige Form, in die das Material durch Gusskanäle einfließt. Diese Gusskanäle kann man bei Bausätzen gut erkennen, sie bilden die Giessäste, von denen man die Gussteile abschneiden oder abbrechen muss. Dort, wo das eigentliche Gussteil beginnt, ist meistens der Gusskanal schmaler und bildet sozusagen eine Sollbruchstelle.
Das Material soll auch in feinste Verästelungen der Form gelangen, daher der hohe Spritzdruck. Unwahrscheinlich feine Details, die in die Form graviert werden, kommen heute zuverlässig heraus, d. h. wenn alles gut geht. Manchmal erhalten sie bei Bausätzen Teile, die nicht voll ausgespritzt und durch die Endkontrolle geschlüpft sind.

Ausschussteile von Berlinplast
Besondere Probleme bereitet die Stahlform. Sie besteht aus mehreren Teilen, die beim Spritzvorgang einen geschlossenen Körper bilden müssen. Damit der plastifizierte Kunststoff rasch fest wird und die Form entnommen werden kann, müssen Kühlkanäle in die Form eingearbeitet werden. Schon kurz nach dem Spritzvorgang soll die Form auseinander klappen und den Spritzling auswerfen. Auswerferstifte besorgen diesen Vorgang, die auf den Spritzlingen ihre Spuren in Kreisform hinterlassen. Vielleicht ist ihnen das schon einmal aufgefallen. Natürlich werden die Auswerfer so angebracht, dass sie z.B. bei einem Karosseriespritzling auf die Innenseite treffen.
Foto: Bei genauem Hinsehen erkennt man die kreisrunden Auswerfermarkierungen, die sich leicht in den Kunststoff eingedrückt haben. Oben musste das Gewinde unterbrochen werden, denn auch hier setzt ein Auswerfer an.
Bei allen Formteilen sind an irgendeiner Stelle auch die Nähte zu sehen, die dadurch entstehen, dass hier Teile der Stahlform auf einander gestoßen sind. Bei älteren und verschlissenen Formen tritt hier Gratbildung auf, die Nachbearbeitung erfordert. Die Nähte müssen an Stellen der Form verlegt werden, wo sie kaum stören. Bei älteren Modellen ist das manchmal nicht geschickt gelöst und besonders an Karosserien stören die "Nahtstreifen" ganz erheblich den optischen Eindruck.
Fensterdurchbrüche werden mit Hilfe
so genannter
"Stempel" in der Form erzeugt. Auch hier sind Gratbildungen die Folge,
wenn die Stempel nicht zuverlässig arbeiten. Manchmal brechen Stempel aus, eine
teure Formreparatur ist die Folge.
Um rationeller produzieren zu können, werden manche Teile auch gleich mehrfach
in einer Form auf einmal gespritzt. Man spricht von "Formnestern" oder
"Kavitäten". Beispielsweise hängen bei Kibri an einem Spritzling
gleich 10 Räder, das Werkzeug hat also zehn Formnester. Bei Espewe spritzte man
zwei Bodenplatten für den Barkas B 1000 in zwei verschiedenen Formnestern, dort
erhielten die Formnester die Ziffern 1 und 2 und wiesen im Laufe der langen
Produktionszeit erhebliche Unterschiede auf. Formnestzahlen werden sie auch bei
vielen anderen Herstellern finden. Meistens befinden sie sich an einer von außen
nicht sichtbaren Stelle.

"Formnestzahl" bei einem Fahrerhaus
Ein Nachteil der Herstellung von Polystyrolmodellen im Spritzgiessverfahren sind die hohen Kosten für die Stahlformen. Erst große Auflagen bringen die Werkzeugkosten wieder herein. Selbstverständlich gibt es Möglichkeiten, eine Form besser auszunutzen. Vom gleichen Modelltyp kann man z.B. Variationen anbieten, einen Pkw in Feuerwehr-, Polizei- oder Taxiversion, als Kabriolett oder Kombi. Bei Lkw Modellen versucht man durch eine Vielzahl von Aufbau- und Bedruckungsvarianten immer wieder weitere Auflagen aus der gleichen Form zu ermöglichen.
Die Hersteller, die sich mit Polystyrolmodellen befassen, arbeiten auf technisch hohem Niveau. Die Modelle sind aus vielen Einzelteilen zusammengesetzt, die entweder bei der Montage geklebt oder gesteckt werden. Bei den meisten Modellfreunden sind gesteckte Modelle beliebter, denn die Verklebung von Polystyrol erfolgt mit einem Kleber, der das Material anlöst und die Teile miteinander sozusagen verschweißt. Solche Modelle lassen sich nur mit Gewalt oder großem Geschick zu Umbauzwecken aus einander nehmen. Heute überwiegt daher die Stecktechnik, die zusätzliches "know how" bei der Herstellung verlangt. Sie hat aber auch Vorteile bei der Montage im Werk (oder in Heimarbeit), weil der Zeitaufwand geringer ist. Einen Nachteil gibt es natürlich auch: oft fallen Steckteile schon in der Verpackung heraus, z.B. Lampeneinsätze oder Stoßstangen.
Ein Qualitätsmerkmal von guten Polystyrolmodellen ist die glänzende Oberfläche. Um sie zu erreichen, muss die Form aufwendig poliert werden. Manche Hersteller haben, vor allem in früheren Zeiten, dabei etwas geschlampt.
Einzelne Teile werden aus transparentem Material hergestellt, z.B. die Verglasung, Scheinwerfer und Rücklichter. Eine gute Verglasung ist heute absolut schlierenfrei, so dass man die Inneneinrichtung ohne Mühe erkennen kann, und greift passgenau in die Fensterausschnitte des Karosseriespritzlings hinein. Früher, in den 60er Jahren, waren Verglasungen manchmal sehr trübe, verschliert und wenig passgenau. Die besten Verglasungen bieten heute Wiking, Herpa, Busch und Rietze.
Das dünne Material erlaubt heute sogar bei Pkw Modellen zu öffnende Hauben von enormer Passgenauigkeit.

300 SL mit offenen Flügeltüren von Wiking
Polystyrolmodelle laufen meist auf Stahlachsen, häufig sind die Räder zweiteilig (Felgen und Reifen), heute setzen sich immer mehr durchbrochene vorbildgerechte Felgen und echte Gummireifen durch. Alte Modelle hatten oft langweilige einteilige Einheitsräder.
Die Räder werden meistens maschinell auf die Achsen gepresst, dann wird die montierte Radeinheit in die Bodenplatte eingeklipst. Es hat lange gedauert, bis sich diese Idee durchsetzte. Früher wurden die Achsen durch Löcher in der Bodenplatte geschoben und anschließend erst die Räder auf die Achsen gebracht. Das war schwierig und daher zeitaufwendig.
Früher bestanden Polystyrolmodelle aus einem Formteil, das die Karosserie bildete. Die Fenster waren durch Prägung angedeutet, manchmal gesilbert, gelegentlich durchbrochen dargestellt, jedoch ohne Verglasung.
Polystyrolmodelle erfreuen sich großer Langlebigkeit. Auch bespielte Modelle weisen oft nur geringfügige Kratzer auf. Meine ältesten "Drahtachser" (siehe Kapitel Achsen und Räder) haben etwas schief stehende abgenutzte Räder, weil ich als Kind die Modelle unter großem Druck auf der "Straße" hin und her schob. Oft ist auch der Lack der Scheinwerfer, Stoßstangen oder Rückleuchten abgeplatzt.

Verglasungseinsatz, vorn der Anspritzpunkt
Neuere Modelle weisen erheblich größere Schäden auf, wenn sie bespielt worden sind. Die nun vorhandenen filigranen Teile brechen beim Spielen leicht ab. Vielen dieser Modelle ab der Mitte der 1950er Jahre fehlen die Stoßstangenecken, ein Feuerwehrmodell hat beispielsweise keine Leitern mehr, die Rungen eines Tiefladers sind abgebrochen, dem Kranwagen fehlt der Abschlepphaken aus Draht.
Die zeitgenössischen Modelle sind noch empfindlicher geworden und eignen sich absolut nicht mehr für Kinderhände. Selbst Erwachsene tun sich schwer beim Öffnen einer winzigen Motorhaube. Wie oft fällt ein gestecktes Modell schon beim Betrachten auseinander! Bewahren sie ihre Modelle also sicher auf.
Trotz aller Vorteile von Polystyrolmodellen gab es auch Hersteller, die anderen Kunststoffen den Vorzug gaben.
Bakelit
Einer der ältesten
Kunststoffe ist Bakelit. Dies ist eigentlich ein Handelsname der
Bakelite-Gesellschaft, die ihren Namen dem Erfinder dieses Kunststoffes,
Baekeland, verdankt. Chemisch gesehen ist das schon 1907 entwickelte Bakelit ein
Phenol-Formaldehyd, eine Pressmasse aus Phenolharzen, meistens mit Füllstoffen
(Holzmehl, Textilreste, Steinmehl) angereichert. Heute noch wird dieses Duroplast bei Elektroisolierteilen oder
Autoaschenbechern verwendet. Die Materialeigenschaften sind völlig
anders als die von Polystyrol (siehe oben: Duroplaste), auch das
Herstellungsverfahren.
Bakelit wird nicht gespritzt, sondern in Formen gepresst. Das Material lässt sich leicht durchfärben und weist eine glänzende Oberfläche auf. Bakelit ist gegen Kratzer relativ unempfindlich und auch Wärme kann ihm wenig anhaben (formbeständig bis +150° C). Da es aber leicht bricht, müssen Modellautos aus Bakelit relativ dickwandig sein. Sie ahnen daher schon, dass es heute nicht mehr verwendet wird. Bakelitmodelle gab es nur in der Pionierzeit der Modellautos, in den frühen 1950er Jahren. Die Firma JGES in der DDR stellte große Mengen davon her. Einige Formen hatte man von Wiking abkopiert (oder umgekehrt?), andere beruhten auf eigenen Ideen. Selbstverständlich waren alle der etwa zehn Modelle unverglast. Auch die Räder bestanden aus buntem Bakelit, waren jedoch auf Nylonachsen aufgefädelt. Auch heute noch erfreuen uns die JGES Modelle durch ihre frischen Farben.
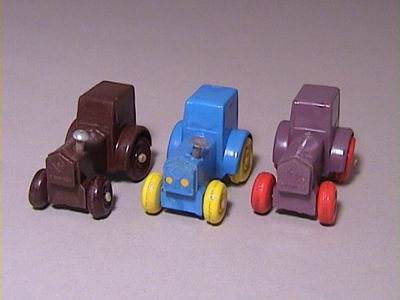
JGES Traktor IFA Pionier aus Bakelit
Polyäthylen
Dieses
Thermoplast bleibt nach seiner Verarbeitung relativ weich und flexibel. Modelle,
die vollkommen aus Polyäthylen bestehen, sind selten. Die Hersteller von
Kunststoff- oder Metallmodellen nutzen Teile aus Polyäthylen dort, wo es auf
dessen spezielle Eigenschaften ankommt. Dazu ein Beispiel: Beim Wiking
Gabelstapler bestand die Gabel aus Polyäthylen, weil dieses Material gewährleistete,
dass sich die Gabel gut im Hubgestell verschieben ließ. Auch die Montage wurde
durch das weiche Material erleichtert. Ehe ich es vergesse: Heute spricht man
von Polyethylen, abgekürzt PE.
Acetat
(eigentlich Hydrozelluloseacetat)
Einer der frühen
Hersteller von Modellen unseres Maßstabes, die Firma Norev aus Frankreich,
stellte ihre Modelle aus Acetat mit dem Markennamen "Rhodialite" her,
weil dies nach Auffassung des Herstellers Rhone-Poulenc produktionstechnische Vorteile versprach. Leider schwindet das
Material beim Erkalten etwas. Schlimmer sind noch die Spätfolgen, die sich
ergeben, wenn man diesen Kunststoff intensiver Lichteinwirkung aussetzt. Die
Karosserien verziehen sich dann stark.
Auch Lego stellte einen Teil seiner Modelle aus Zelluloseacetat her, und zwar die glasklaren Bodenplatten, die silberfarbig lackiert wurden. Ein Modell, der VW Käfer, bestand sogar vollkommen aus dem glasklaren Acetat und wurde ebenfalls spritzlackiert.
ABS
Um gleich
bei Lego zu bleiben: Der überwiegende Teil der Lego Modelle wurde aus farbigem
ABS gemacht, das oben bereits als dem Polystyrol verwandter Kunststoff erwähnt
wurde. Genauer gesagt ist ABS eine Kombination aus Acrylnitril, Butadien und
Styrol, daraus erklärt sich die Abkürzung. ABS vereinigt die guten
Eigenschaften der einzelnen Komponenten, es gilt als besonders schlagzäh und
resistent gegen die meisten Säuren und Laugen. ABS lässt sich ohne aufwendige
Vorarbeiten gut lackieren. Es wurde im Spritzgiessverfahren verarbeitet. Seine
speziellen Eigenschaften machen die Lego Modelle zu besonders dauerhaften
Exemplaren. Man merkt deutlich, dass sich Lego Modellautos völlig anders
"anfassen" als Wikingautos, die ja aus Polystyrol bestehen. Ein
gravierender Nachteil ist allerdings, dass sich ältere Modelle oft in ihrer
Form verändern (verziehen). In neuerer
Zeit fertigte z.B. Monogram seine "Mini Exacts" aus ABS.

Zwei ABS Modelle von Lego, der Mustang stammt von Monogram
Polyamid
Dieser
thermoplastische Kunststoff ist relativ unempfindlich gegen Wärmeeinwirkung.
Die Firma Permot stellte die Fahrgestelle ihrer Lkw Modelle mit Elektroantrieb
aus Polyamid her, damit sich diese beim Betrieb nicht verziehen konnten, denn
die Elektromotoren wurden ziemlich warm. Polyamid wird auch bei Zurüstteilen
verwendet, z.B. als Achsen bei JGES Modellen oder als Antennen bei Wiking,
Espewe und anderen.
Fertigmodelle aus Kunststoff
Kunststoff-Fertigmodelle werden auf der ganzen Welt von vielen Firmen hergestellt. Die wichtigsten Marken sind bzw. waren: Anguplas (E), Athearn (USA), BeKa (D), Brekina (D), Busch (D), Clé (F), Eko (E), Epoche (D), Espewe (DDR), Fleischmann (D), Fröwis (D), Hammer (D), Haufe (DDR), Herpa (D), Herr (DDR), Ibertren (E), Igra (CR), IMU (D), INGAP (I), Jouef (F), Kleinbahn (A), Lego (DK), Lima (I), Limo Cars (NL), Miber (Singapur), Minix (GB), Mir (UdSSR), Monogram (USA), Nimix (E), Norev (F), Permot (DDR bzw. D), Pilot (DK), Praliné (D), Rietze (D), Rivarossi (I), Roco (A), Roskopf (D), Ruch (PL), s.e.s minicars (D), trident (A), Umex (A), Verem (F), Wiking (D).
Bausätze aus Kunststoff
Kunststoffbausätze sind im Maßstab 1:87 weniger verbreitet, erreichen mittlerweile aber eine sehr hohe Qualität. Die wichtigsten Marken sind bzw. waren: Davric Kits (GB, 1:76), Jordan (USA), Keil Kraft (GB, 1:76), Kibri (D), Lindberg (USA), Merit (GB), Preiser (D), Revell (USA).
3.4 Sonstiges
Material
Gips
Es ist kaum zu glauben, aber es hat tatsächlich Modellautos aus Gips gegeben. Von 1945 bis 1955 stellte der Amerikaner Lee Stokes unter der Marke Le Roy Toy sehr gelungene Bausätze aus diesem Material her. Sie waren als Zubehör für die Modellbahn gedacht und waren meistens in Packungen zu sechs Stück zu haben. Der Käufer musste sie selbst bemalen.
Die britische Marke "Roadace Replica" stellte von 1965 bis 1970 eine ganze Reihe von Sport- und Rennwagen aus Gips her, auch von "Vibro", einer französischen Marke, gab es 1950 drei Gipsmodelle im Maßstab 1:90.
Flour and Plaster
Wenn ich ihnen nun erzähle, dass es auch Modellautos aus Mehl gegeben hat, werden sie mich vielleicht für einen Märchenonkel halten. Es stimmt aber. In der Frühzeit der Modellautoproduktion, also in den 1930er Jahren, wurden in Frankreich Modelle der Marke JRD aus "flour and plaster", also einer Mischung aus Mehl und Gips, hergestellt. Vor einigen Jahren passierte einem Modellfreund, der DDR-Modellautos sammelt, ein Missgeschick, das er mir berichtet hat: Beim Säubern eines winzigen Motorradmodells verwendete er Wasser und stellte zu seinem Entsetzen fest, dass sich das Modell daraufhin auflöste. Es besteht vermutlich aus Salzteig. Er hat mir eines dieser Modelle zugeschickt, damit ich es glaube.

Modell aus Salzteig
Silber
Aus wesentlich edlerem Material, 925er Silber, bestanden die Schmuckstücke von Exclusiv Models, auch C & D Exclusiv genannt. Auf Wunsch waren sie mit Scheinwerfern aus Brillanten zu bekommen.
Chrom
Ferdinand Filter stellte seit 1986 seine (kopierten) Modelle aus massivem Chrom her. Dazu musste ein Kunststoffmodell geopfert werden, denn es wurde mit Gips ummantelt. Durch Erhitzen trieb man anschließend den Kunststoff aus der Form und goss Chrom in den Hohlraum.

Massives Metallmodell, Wiking-Kopie.
Beachten sie bitte die Zusatzscheinwerfer!
Zinn
Auch Reinzinnmodelle kann man haben. Stanum Linea stellte diese in Vollguss her.
Glas
Aus echtem Kristallglas sind die Modelle der französischen Firma Daum. Es soll eine ganze Serie geben, aber ich kenne lediglich ein Modell davon, das unglaublich teuer ist, wahrscheinlich weil die Bearbeitung des Materials aufwendig ist.
Pappe
Weniger edel, dafür aber enorm gut gemacht, waren die Bauteile aus geprägter Pappe von Peter Höveler. "Pitters Pappkisten" tragen heute ihren Namen zu Unrecht, denn seine Modelle bestehen jetzt überwiegend aus Messingätzteilen.
Karton
Die älteren Sammler erinnern sich vielleicht noch an Bastelbögen aus Karton, zum Beispiel die "Wilhelmshavener Modellbaubögen" (Schiffe, Flugzeuge usw.) oder die Erzeugnisse der Firma Schreiber (JFS). Letztere hatte sogar drei Lkw-Modelle im M 1:90 im Sortiment, die 1965 angeboten wurden. Im Epoche Modellautoheft 7 werden sie ausführlich gewürdigt. Darüber hinaus gibt es eine Fülle von sogenannten "card cutouts", also kleinen Bastelbögen im Postkartenformat, die meisten davon annähernd in H0-Baugröße.
Messingblech
Messingätzteile werden von vielen Herstellern verwendet, wenn besonders winzige Teile dargestellt werden sollen, z.B. Außenspiegel, Lüftergitter, Scheibenwischer. Die filigranen Teile werden im Fotoätzverfahren aus feinen Messingblechen herausgearbeitet.
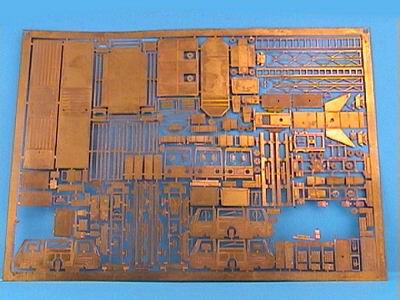
Messingätzplatte von GI-Modellbau
Toll war die Ätzplatte von Gerhard Iwanczyk (siehe Foto), aus der man vier Multicar Modelle bauen konnte. Heute sind die filigranen Fahrräder von Gerard oder die hervorragenden Zubehörteile von AutoMobilia besonders zu erwähnen.
Gummi
Gummi dient oft auch bei den kleinen Modellautos als Material für Reifen. Gleisketten für Bagger u.ä. fertigt man gern aus Gummi, damit sie vorbildgerecht über die Laufrollen gleiten können. Mich ärgert immer wieder, dass Gummi nach einigen Jahren hart und spröde wird. Bei sehr alten Modellen sind die Gummiteile fast immer defekt.
Die skandinavische Firma Laerdal stellte unter dem Markennamen Tomte aus einer gummiartigen Masse Modellautos her. Die lieben Kleinen sollten beim Spielen die Möbel nicht beschädigen. Die Tomte Modelle werden heute gesammelt, sind aber im M cirka 1:43. Seit 2001 gibt es einen Hersteller, der Radiergummi-Modellautos im M 1:87 anbietet, Euromodell.

Als Radiergummi zu schade
Schokolade
Zum Anbeißen sind die Modellautos der Marken Riegelein aus Cadolzburg und Storz. Sie bestehen aus Vollmilch. Der Geschmack ist besser als die Detailgenauigkeit der Modelle, denn im M 1:87 wird das bei der Kakaomasse schon etwas schwierig. Storz verpackt seine VW Busse einfach in bedrucktes Silberpapier. Riegelein hat sich eine pfiffigere Lösung einfallen lassen, bedruckte Schrumpffolie. Leider schrumpfen auch die Konturen der Modelle dabei. Aber die sind ja auch nicht für penible Sammler gedacht, sondern für Genießer. Die Lebensdauer der Modelle soll übrigens sehr gering sein.
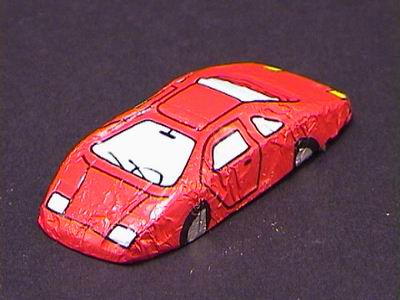
Modell zum Anbeißen
Modelle aus dem Drucker
Vollkommen aus dem Rahmen fallen gedruckte Modellautos. Die sind nicht etwa nur zweidimensional flach, sondern tatsächlich körperhaft. Es ist kaum zu glauben, aber es stimmt. Im Architektur-Modellbau wurde dieses Verfahren entwickelt und dann von einer niederländischen Firma auf die Herstellung von Modellautos angewendet. Der Drucker baut ein solches Modell Schicht für Schicht auf, was natürlich etwas dauert. Man darf von diesen Modellen auch nicht eine Ausführung in Hochglanz erwarten, aber die Maßhaltigkeit ist schon erstaunlich. Die von einem 3-D Drucker hergestellten Modellautos mit dem seltsamen Namen A2models werden von Marc Hermans aus Maastricht angeboten. Das Material ist ein sogenanntes Kompositpulver, welches der Drucker in 0,1 mm dünnen Schichten verarbeitet, durchschnittlich besteht ein Modell aus 170 solcher Schichten! Auf Verglasung, Inneneinrichtung oder drehbare Räder muss man zwar verzichten, aber interessant ist diese Produktionsweise allemal.
Sonstiges
Was fällt mir noch ein? Seile bei Kränen oder Baggern werden aus Garn oder Gummifäden nachgeahmt. Vielfach kommt gebogener Draht zur Anwendung, z.B. als Kranhaken, als Deichsel, als Hubmechanik für Kipper, als Stromabnehmer der Straßenbahn. Seltener sind schon Blechteile, z.B. als Zughaken (frühe Permot Modelle) oder als konstruktives Teil beim Schlegelhäcksler von Espewe. Ach ja, wussten sie, dass die Baumstämme beim Herpa Langholztransporter "echt" sind, es handelt sich um kleine Ästchen der Lärche. Auch Schnittholzladungen sind oft aus Echtholz.
3.5 Massenprodukt oder Handarbeitsmodell?
Oben haben wir viel davon gesprochen, wie segensreich es war, dass moderne Produktionstechniken wie Metalldruckguss oder Kunststoffspritzguss Massenauflagen ermöglichten, so dass nahezu jedes Kind ein kleines Modellauto zu moderaten Preisen bekommen konnte. Und heute sind es auch wir Sammler, die es zu schätzen wissen, dass unsere Brieftasche nicht zu sehr belastet wird. Aber gerade der Sammler entwickelt seine Interessen dann weiter und beginnt irgendwann, begehrliche Blicke auf teure Kleinserienmodelle zu werfen. Ganz schlimm wird die Sammelleidenschaft für den Geldbeutel, wenn es ein Unikat sein soll, also ein Modell, das es nur einmal gibt. Lassen sie uns einmal einen Blick auf das Angebot der Hersteller werfen und dann Massenprodukte von Handarbeitsmodellen unterscheiden.
Massenprodukte
Wie schon gesagt, sind Metalldruckgussmodelle oder Kunststoffspritzgussmodelle nur als Massenproduktion sinnvoll zu vermarkten, denn die Gestehungskosten wären bei kleinen Auflagen höher als die Einkünfte. Die Investitionen eines Betriebes mit eigenen Druckguss- oder Spritzgiessautomaten sind immens, noch teurer kommt ein eigener Formenbau mit spezialisierten Fachkräften. Das ist der Grund dafür, dass viele Hersteller die Formen von Spezialbetrieben bauen lassen. Nur die größten Unternehmen verfügen über einen eigenen Formenbau. Heutzutage stellt jedoch auch die Montage von Fertigmodellen ein schwer zu lösendes Problem dar. In den 1960er Jahren war zum Beispiel Lesney (Matchbox Modelle) führend auf dem Gebiet der Druckgusstechnologie, trotzdem war es ein Jahrzehnt später kaum noch rentabel, in England zu produzieren. Sehr viele Hersteller lassen heute die Produktion in Billiglohnländern durchführen, vor allem in Fernost. Selbst Hongkong, manchem Spielzeugliebhaber der Inbegriff für Billigkram, ist heute zu teuer, die meisten Firmen haben ihre Produktion nach China verlagert.

Typisches Hongkong Modellauto von Golden Wheel
Eigentlich ist die Verlagerung an fremde Standorte ein alter Hut. Wiking vergab die Montage schon früh an Heimarbeiter, in den 1950er Jahren gab es ein Zweigwerk in Buer, einem Dorf in der Nähe von Osnabrück. Für die zeitaufwendige Montage der Radsätze (die Kunststoffräder mussten auf die Stahlachsen gepresst werden) entwickelte man im eigenen Haus eine leistungsfähige Maschine. Wie das heute läuft wollen die Hersteller nicht unbedingt preisgeben. Nach der Wende verlagerte Otto Duve beispielsweise die Produktion seiner Praliné Modelle vom Schwarzwald ins Erzgebirge. Von den Billiglöhnen in den neuen Bundesländern erhoffte er sich einen Marktvorteil. Ähnlich handelten Herpa und Rietze. Herpa unterhält in Eisfeld/Thüringen einen Montagebetrieb, Rietze in Zwickau. Ob die Montage vieler Unternehmen heute nicht schon längst jenseits der Grenzen in der Tschechei, in Polen oder beispielsweise Rumänien erfolgt, ist zu vermuten. Oder eben in Fernost. Die Transportkosten spielen scheinbar kaum noch eine Rolle. Auch der Formenbau wird offenbar gern ins Ausland verlagert, denn der ist ziemlich lohnintensiv. Aber haben die Facharbeiter dort auch das entsprechende Können? Die Entwicklung und Vermarktung der Modelle erfolgt dagegen nach wie vor in Deutschland. Schließlich ist Deutschland immer noch ein bedeutendes Herstellerland auf dem Gebiet der Spielzeugindustrie, die weltweit größte Messe hat ihren Platz in Nürnberg.
Es gibt aber auch Ausnahmen, denn die Erfahrungen mit der Fertigung im Ausland sind nicht immer positiv. Oft stimmt die Qualität nicht, von der Einhaltung von Terminen ganz zu schweigen. Viele Hersteller lassen nur noch Teilsortimente in Fernost produzieren. So kommt einem das Programm beispielsweise von Herpa jetzt etwas uneinheitlich vor. Einige bieten nach wie vor höchsten Qualitätsstandard, andere, z.B. Herpa Magic, waren von erheblich geringerer Güte. Na gut, das konnte man ja am Zusatz "Magic" erkennen. Leider laufen die gleichen Modelle nun ohne diesen Hinweis im Herpa Sortiment mit. Ein nicht über die Hintergründe informierter Kunde wird sich über die extrem unterschiedliche Qualität im gleichen Sortiment wundern.
Nur noch wenige Hersteller produzieren ausschließlich in Deutschland. Die Firma Epoche wirbt ausdrücklich mit dem vertrauten Hinweis "Made in Germany".
Einige Hersteller machten den Versuch, statt Fertigmodellen nur Bausätze anzubieten. Preiser hat diese Phase hinter sich, Kibri bot als einer der wenigen Massenhersteller ausschließlich Bausätze an und hatte hier eine Marktnische erobert. Leider war der Betrieb vor einiger Zeit konkursreif und wurde von Viessmann übernommen. Auf dem Sektor größerer Maßstäbe haben Kunststoffbausätze eine viel größere Bedeutung (Revell, Tamiya, Italeri usw.). In der Regel kauft der Sammler jedoch Fertigmodelle, weil er nach Meinung eingefleischter Modellbauer zu faul und zu ungeschickt ist. Recht haben sie.

Bausatzmodell von Kibri
Kleinserien
Wer schon zu ungeschickt ist, Polystyrolbausätze zusammenzubekommen, der ist völlig unfähig im Umgang mit den beliebten Materialien der Kleinserienhersteller, das sind vor allem Weißmetall und Resin. Weißmetall wurde gern im Bereich der Schmuckherstellung genutzt, bis man darauf kam, dass diese Legierungen ihres niedrigen Schmelzpunktes wegen und anderer guter Eigenschaften für den Modellbau ideal sind. Aus England und den USA stammen, ich schätze mal hunderte von Kleinserienherstellern, die Weißmetallmodelle anbieten. Davon arbeiten viele im M 1:76, gelegentlich auch im M 1:87. Meistens werden die Modelle in Bausatzform angeboten, seltener als (teure) Fertigmodelle. Der Bauaufwand ist ganz beträchtlich und kann mit Plastikbausätzen nicht verglichen werden.

Kleinserienmodelle sind manchmal sehr originell. Hier ein Möbelkoffer mit seitlichen Raffplanen.
Resinmodelle sind ebenfalls in vielen Maßstäben beliebt, in unserem weniger, da sich viele Feinheiten nicht darstellen lassen.
Das gilt weniger für Vollgussmodelle, die teilweise außerordentlich gut gelingen, aber naturgemäß keine Inneneinrichtung aufweisen. Das Material ist kalt härtender Kunststoff aus zwei Komponenten, Harz und Härter. Früher wurde Polyester-Giessharz bevorzugt, heute verwenden die meisten Hersteller Polyurethan. Diese Technik kam Anfang der 1970er Jahre auf, als Giessharz für Bastelzwecke preiswert angeboten wurde. Vielleicht erinnern Sie sich noch an die preiswerten Hobbypackungen von Voss-Chemie.
Aber zurück zu den Resin-Modellen: Leider sind die hohlgegossenen Modelle aus Resin, das ist jedenfalls meine Erfahrung, keine Offenbarung. In größeren Maßstäben ist das besser, aber ungeschickt wie ich bin habe ich noch keine wirklich guten Modelle aus Resin-Hohlguss zusammengebaut. Irgendwie sind die Karosserien schon im Lieferzustand verzogen, die Oberfläche weist Poren auf, die man erst füllen muss, mit dem Minifräser müssen Teile passend gemacht und entgratet werden, na, es ist schon ein Graus! Aber wir kommen um diesen Frust aus zwei Gründen nicht herum, erstens hat kein Großserienhersteller die Modelle im Programm, zweitens gibt es Resinbausätze kaum als Fertigmodelle. Es gibt aber auch lobenswerte Ausnahmen von der Regel. Mein VW Fridolin, vor etwa 15 Jahren von Gollwitzer geliefert, ist ein schönes Modell geworden. Heute können wir uns diese Mühe sparen, denn den Fridolin gibt es mittlerweile als Großserienmodell von Brekina.
Umbausätze
Im angelsächsischen Sprachgebrauch nennt man sie "transkits" und dort sind sie sehr häufig, weil in England und den USA viele leidenschaftliche Modellbauer dankbar dafür sind, die Großserienmodelle ihren Wünschen anzupassen. In Deutschland ist dieses Hobby weniger verbreitet, in Folge dessen werden nicht allzu viele Umbausätze angeboten. Die Bandbreite reicht von transkits zum "Frisieren" von braven Limousinen zu heißen Rallyeöfen (inklusive schöner Decals) bis zu seltenen Fahrerhäusern von längst verblichenen Marken wie Henschel, Vomag oder Büssing, die dann auf Großserienmodelle montiert werden. Die größte Nachfrage herrscht natürlich auf dem Gebiet der Einsatzfahrzeuge, möchte doch die Kleinkleckersdorfer Freiwillige Feuerwehr genau das Löschfahrzeug als Modell bauen, welches dort in der Remise steht.
Handarbeitsmodelle
Häufig sind Handarbeitsmodelle im M 1:87 nicht gerade. In größeren Maßstäben können wohlhabende Sammler weltweit unter einigen hundert hervorragenden Modellbauern wählen, die ihr Wunschmodell bauen, wenn sie dafür Zeit haben. Das kostet dann allerdings Kleinigkeiten zwischen mehreren tausend bis zu mehreren zehntausend Euro! Meistens sind es jedoch zum Beispiel Firmen oder Automuseen, die solche Preziosen in Auftrag geben.
Neulich durfte ich das wunderschöne 1:8 Modell einer Straßenbahn bewundern, das ein Stromversorgungsunternehmen anfertigen ließ. Ein Traum! Auch große Baumaschinenhersteller lassen oft genug einzelne Großmodelle anfertigen, manchmal auch Dioramen mit vielen kleineren Modellen. So mancher geschickte Modellbauer hat aus seinem Hobby einen Beruf gemacht. In den Modellautozeitschriften lesen wir manchmal Berichte aus der Werkstatt der ganz berühmten Modellbauer. Sie fertigen ihre Modelle möglichst aus Originalmaterial an. Die Reifen sind dann natürlich aus Gummi, die Sitze mit echtem Conollyleder bezogen und die Armaturenbretter aus Walnußholz. Von der Konstruktionszeichnung bis zur letzten Schraube fertigen diese Könner alle Teile selbst an, wobei sie eine Vielzahl handwerklicher Techniken beherrschen müssen, bis hin zu Arbeiten an Drehbänken und anderen speziellen Maschinen.
An dieser Stelle muss ich mich bremsen, denn unser Sachgebiet ist doch der M 1:87. Gibt es hier eigentlich Handarbeitsmodelle? Ich weiß es tatsächlich nicht so genau. Soll man zum Beispiel individuell veredelte Airbrush-Modelle hinzurechnen? Die Antwort ist ein klares Nein! Nur ein von Grund auf selbst angefertigtes Modell (scratch built) ist ein Handarbeitsmodell.
Vor einiger Zeit habe ich Hynek Knopp in Prag besucht. Das ist so ein Könner, der ein Modell von Grund auf in Handarbeit herstellen kann, übrigens auch im M 1:87. Seine Serie von Bugatti Royale Modellen ist wirklich toll gemacht.

Bugatti T 41 Royale von Hynek Knopp
Zubehör und Ersatzteile
Wer sein Modell individuell gestalten möchte, muss sich auf dem Markt nach Zubehörteilen umsehen. Es gibt mehr davon, als man vielleicht ahnt. Einen großen Teil davon wird der Modellbauer nach und nach in seiner Zubehörkiste selbst ansammeln, denn Teile, die während der Bastelarbeit übrig bleiben, werden nicht "entsorgt", sondern sorgsam aufbewahrt. In meiner Bastelkiste wühle ich mich durch ganze Haufen von Rädern und Achsen, aber es sind auch Pritschen, Planen, Kofferaufbauten, Blaulichter und und und vorhanden.
Plastikplatten müssen im Modelleisenbahnladen hinzugekauft werden. Sie werden mit den verschiedensten Oberflächen angeboten, als Beispiel seien Riffelbleche erwähnt, wie sie bei Einsatzfahrzeugen oft benötigt werden. Kfz-Kennzeichen und viele weitere Decals werden von mittlerweile sehr vielen Druckereien angeboten. Die Großserienhersteller haben fast immer Zubehörteile im Programm, Räder und Achsen, Blaulichtbalken, Kühlaggregate, ja ich kenne sogar Dachträger mit Surfbrettern und Skiern. Im Modellbahnhandel wiederum gibt es weitere Kleinigkeiten, Figuren, Ladegut, landwirtschaftliche Geräte und und und. Die Modellautozeitschriften wimmeln geradezu von Anregungen, wo man Zubehör auftreiben kann.
Was sind dann aber Ersatzteile? Nun, als ernsthaftem Sammler ist es ihnen doch sicher schon passiert, dass sie ein schönes altes Modell erworben haben und dann später vielleicht feststellen mussten, dass es nicht ganz in Ordnung ist. Vielleicht ist ein Aufkleber zerfleddert oder ein Abziehbild abgebröckelt, vielleicht fehlt dem Kran ein Haken oder die Räder sind nicht original. In diesem Fall greifen manche Sammler zu Ersatzteilen, die vom Handel angeboten werden. Ein Originalmodell mit Hilfe von Ersatzteilen zu verbessern, ist nicht ganz korrekt, denn der Originalzustand wird nicht wieder erreicht. Sie sollten in diesem Fall niemals versuchen, das Modell zum Preis eines Originalmodells zu verkaufen, sondern fairerweise auf die Veränderung hinweisen. Persönlich verändere ich meine Modelle mit Hilfe von Ersatzteilen nicht.
Aber es mag andere Auffassungen zu diesem Thema geben. Es gibt jedenfalls eine ganze Palette von Ersatzteilen z.B. für Wiking-Modelle, Aufkleber, Nassschieber, Deichseln, Achsen, Kranhaken usw. Beispielsweise gibt es auch für Matchboxmodelle eigens aus Metall gegossene "spare parts", um stark bespielte Modelle zu reparieren. Da gibt es Türen, Motorhauben und andere bewegliche Teile, die offiziell im Handel angeboten werden. Wer diese Ersatzteile für Modelle verwendet, die in der eigenen Sammlung verbleiben, kann ein ruhiges Gewissen haben.
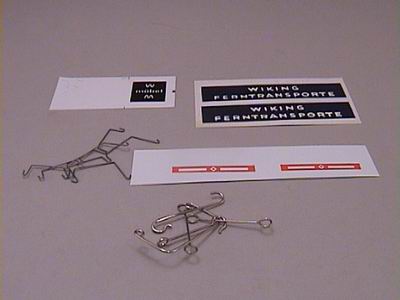
Sogenannte Ersatzteile für alte Wiking-Modelle
3.6 Großserienmodelle aus Kunststoff
So entsteht heute ein Modellauto der Großserie:
Mit der Auswahl des Vorbildes beginnt der langwierige Prozess, an dessen Ende der Kunde das Modellauto im Laden seines Fachhändlers erwirbt. Aber hier, bei der Auswahl des Vorbildes, beginnen schon die Schwierigkeiten. Wenn der Hersteller dabei etwas falsch macht, kann das im Extremfall sogar seine Existenz gefährden. Besonders der Großserienhersteller muss sorgfältig Risiken und Chancen abwägen, ehe er die Entscheidung für das eine oder andere Vorbild trifft. Wir haben es ja nicht mehr mit einem aufnahmefähigen Markt zu tun wie zu Zeiten Friedrich Peltzers, der noch persönlich entschied, welches Wiking-Modell in die Serie einfließen sollte. Fingerspitzengefühl oder guter Geschmack? Peltzer traf jedenfalls meistens die richtige Wahl. Meistens, denn in einigen Fällen hat er auch falsch gelegen. Warum er ausgerechnet den kurzlebigen Vanwall Rennwagen in sein Sortiment aufgenommen hat, ist mir noch heute ein Rätsel. Damals hätten wir Jungen lieber einen Maserati oder Ferrari gehabt. Heute freue ich mich über diesen Exoten umso mehr.

Vanwall Rennwagen von Wiking, Schulz und morem.
Der heutige Hersteller kann sich persönliche Entscheidungen nicht mehr leisten. Der sicherste Weg, ein Modell erfolgreich verkaufen zu können, ist ein Auftrag der Automobilindustrie. Wenn das Volkswagenwerk beispielsweise ein neues Auto, meinetwegen den Golf VII, auf den Markt bringt, wurde bereits vorher mit Herpa, Wiking oder anderen Herstellern (in zweiter Reihe stehen Rietze, Busch oder AWM) vertraglich vereinbart, ein Modell des Golf VII vorzubereiten. Dieses Modell steht dann den Autohändlern zur Verfügung, sobald das Original bei ihnen eintrifft. Für die Autohändler ist das "promotion" und ein nettes Zusatzgeschäft. Erst Monate später steht das Modell in den Regalen der Modellautohändler. Das ist ärgerlich, aber man kann nichts dagegen tun. Ohne Industrieauftrag würde es viele Modelle überhaupt nicht geben.
Den Industrieaufträgen verdanken wir es, dass die meisten deutschen Pkw im Maßstab 1:87 dokumentiert sind. Mercedes-Benz wird nahezu flächendeckend angeboten (Herpa, Wiking, aber auch Busch und AMW), BMW und Volkswagen ebenfalls, Audi und Ford waren in den 1990er Jahren eine Domäne von Rietze. Auffallend ist, dass Opel-Modelle nicht immer berücksichtigt wurden, hingegen ausländische Pkw in den Sortimenten häufig zu finden sind. Rietze begann mit japanischen Marken (Suzuki, Mazda, Mitsubishi, Honda), aber auch Herpa und Wiking haben mittlerweile Japaner im Angebot. Franzosen und Italiener findet man gelegentlich im Großseriensortiment, alle anderen Nationen nur sporadisch. Ausländische Modellautohersteller berücksichtigen selbstverständlich in erster Linie heimische Vorbilder, z.B. stellt Igra nahezu die gesamte Palette tschechischer Automobile im Modell her: Skoda, Tatra, Praga, Avia.
Im Lieferwagen-Segment gibt es mittlerweile auch Industrieaufträge, so dass wir hier nahezu alle wichtigen Vorbilder als Modelle bewundern dürfen. Das gilt auch für den Bereich der mittleren und schweren Lkw. Es ist vor allem die Möglichkeit, diese Sparte der Nutzfahrzeuge bedrucken zu können, die den Herstellern diese Vielfalt erlaubt. Viele Speditionen nutzen Lkw-Modelle zu Werbezwecken, weitere Kunden sind z.B. Getränkehersteller, Mineralölfirmen, Lebensmittelkonzerne. Bei Bussen sind ähnliche Anmerkungen zu machen, auch sie stellen hervorragende Werbeträger dar. Baumaschinen und landwirtschaftliche Fahrzeuge fristen dagegen eher ein Schattendasein im Sortiment. Wiking bemüht sich von allen Großserienhersteller noch am meisten um Randbereiche, was die Traditionsfirma bei Sammlern besonders beliebt macht. Aber auch in Berlin (heute in Lüdenscheid) muss man sich um Industrieaufträge kümmern. Die beiden Still-Gabelstapler oder die Fendt-Traktoren gehen vermutlich auf Aufträge der Hersteller der Originale zurück.

US-Limousine von Pilot, JGES, Wiking und NP. Wer hat vom wem „abgekupfert“?
Abgesehen von Industrieaufträgen orientiert sich der Großserienhersteller auch an Kundenwünschen, wie sie beispielsweise in Modellautozeitschriften geäußert werden. Selbstverständlich sind auch die "Macher", also die Konstrukteure, begeisterte Sammler und Kenner der Vorbildszene. Schließlich kommt der Erfahrungsaustausch zwischen Händlern und Produzenten hinzu.
Hat der Modellautoproduzent die Entscheidung für ein bestimmtes Vorbild getroffen, gehen die Konstrukteure an die Arbeit. Sie tragen alles zusammen, was an Unterlagen über das Vorbild zu bekommen ist. Manchmal sind das die Konstruktionszeichnungen des Herstellers (bei Industrieaufträgen die Regel), im Idealfall sogar CAD/CAM-Daten. Ein klärendes Wort zum Thema CAD: Früher stand der Technische Zeichner an einem großen Zeichenbrett und entwarf zweidimensionale oder perspektivische Ansichten des Objektes, erstellte also eine Konstruktionszeichnung. Heute hat sich diese Tätigkeit mehr und mehr auf den Computer verlagert. Der Technische Zeichner arbeitet mit CAD (computer aided drafting = computerunterstütztes Zeichnen). Vor sich hat er einen ziemlich großen Monitor, im Rechner arbeitet ein CAD-Programm und der Technische Zeichner gibt die Linien oder andere Zeichnungsobjekte (Kreise, Rechtecke usw.) in Form von Zahlenwerten eines Koordinatensystems (x- und y-Achse) ein. Die Eingabe erfolgt über Tastatur, Maus oder ein Eingabetablett. Es gibt eine Fülle von Vorteilen dieser Arbeitsweise. Die Zeichnung ist vollkommen exakt. Sie kann beliebig vergrößert oder verkleinert werden. Sie kann beliebig oft reproduziert (gedruckt bzw. "geplottet") werden. Sie kann leicht abgespeichert und übermittelt werden, z.B. als DVD per Post oder als Datei per Telefonleitung. Sie kann vor allem sehr leicht geändert werden. Nicht zuletzt ist es mit Hilfe der Layer-Technik möglich, eine Zeichnung in mehreren Ebenen (Layern) anzulegen. Man muss sich das so vorstellen, als zeichne der Konstrukteur auf mehrere Folien, die er beliebig übereinanderlegen kann. Er zeichnet beispielsweise die Konstruktion auf einen Layer, die Bemaßung auf einen anderen, erläuternden Text auf einen dritten usw.
Nun kann man die Layer, je nach Wunsch, beliebig aus- und einblenden. Mit Hilfe der CAD-Programme kann man auch relativ einfach zweidimensionale in dreidimensionale Objekte verwandeln und sich das Modellauto beispielsweise auf dem Bildschirm ansehen, drehen, Farben ausprobieren und durch Schattierung wirklichkeitsnah gestalten. Dem guten alten Zeichenbrett gegenüber sind diese Möglichkeiten schon ein Traum.
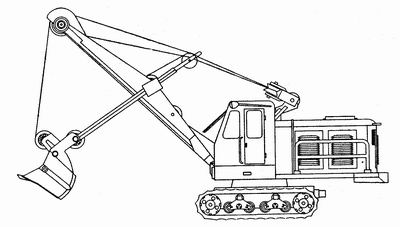
CAD-Skizze des Baggers UB 80
Von manchen Vorbildern wird übrigens zunächst ein Urmodell hergestellt. Die Anfertigung von Urmodellen überlassen auch Großserienhersteller gern freien Mitarbeitern, die diese kleinen Kunstwerke dann hoffentlich fristgerecht abliefern.
Zurück zu den zusammengestellten Unterlagen: Wenn diese vollständig vorliegen, treffen mehrere Abteilungen der Firma, z. B. Geschäftsleitung, Arbeitsvorbereitung, Qualitätssicherung und Produktion, eine gemeinsame Entscheidung. In dieser Konferenz geht es im wesentlichen um die Abstimmung des weiteren Vorgehens, also Terminplanung sowie die Bereitstellung von Personal und Material.
Erst jetzt kann die Arbeit der Konstrukteure beginnen. In großen Firmen geschieht die Konstruktion jedenfalls arbeitsteilig, um ein Projekt rasch fertig zu stellen. Unter heutigen Gegebenheiten würde ein Konstrukteur allein etwa zehn Wochen benötigen, um ein Pkw-Modell konstruktiv zu bewältigen. Das kann die Marketingabeilung jedoch nicht akzeptieren. Also beschäftigt sich ein Konstrukteur mit der Karosserie, der nächste mit der Bodenplatte, der nächste mit der Inneneinrichtung usw. Es handelt sich zunächst darum, die Konstruktionszeichnung zu erstellen, während ein anderer Spezialist auf dieser Grundlage ein CAM-Programm macht. CAM (computer aided manufacturing = computerunterstützte Herstellung) bedeutet, dass die CAD-Zeichnung für die Maschinen "lesbar" gemacht wird. Denn nun sollen ja bestimmte Maschinen für den Bau der Formen des Modells eingesetzt werden, zum Beispiel Fräsmaschinen. Auch hier wird deutlich, welchen Fortschritt die Einführung von CAD bedeutet.
Natürlich wäre es zu schön, wenn man die Originalmaße des Vorbildes nur einfach zu übernehmen brauchte, um sie dann im rechnerischen Verhältnis von 1:87 zu verkleinern. Leider funktioniert das nicht, weil jedes Vorbild eine Menge von Details besitzt, die dann nicht mehr darstellbar wären. Nun kann man einwenden, man möge diese Details doch getrost weglassen. Das aber kommt schon gar nicht in Frage, denn wir kennen ja das Vorbild und haben uns ein schon recht eindeutiges Bild davon gemacht, wie das 1:87 Modell auszusehen hat. Werden diese Vorstellungen enttäuscht, wird der Verkaufserfolg des Modells gering sein. Dazu ein Beispiel: Manche Fensterstreben sind so dünn, dass sie beim H0-Modell wegfallen würden. Wir wissen aber, dass die Fensterstrebe vorhanden ist. Ähnliches gilt für Waschdüsen, Türgriffe, Markenembleme, Wischerarme und andere Kleinigkeiten. Die Lösung dieses Problems ist eine "Stilisierung" der Details, die nun der Konstrukteur vornehmen muss. Das erfordert eine Menge Fingerspitzengefühl. So manches Modell gefällt uns genau deshalb nicht, weil die Stilisierung bestimmter Details nicht gelungen ist. Mich stören z.B. sehr oft die viel zu dicken Wischerarme, die noch dazu von manchen Konstrukteuren absolut falsch dargestellt werden. Besonders problematisch sind aber immer die Dachstreben. Der Automobilhersteller nennt sie nicht ganz unberechtigt "Säulen". Man bezeichnet die Säulen von vorn nach hinten gerechnet nach dem Alphabet, die Streben für die Windschutzscheibe heißen A-Säulen, es folgen B-, C- usw. Säulen. Beim Original sind die Säulen möglichst dünn, um gute Sichtverhältnisse zu ermöglichen. Beim H0-Modell sollten sie nicht zu dünn sein, denn sie könnten zu leicht brechen. Ein Modellauto braucht ja eine gewisse Robustheit. Also bessert der Konstrukteur des Modells hier regelmäßig nach.
Mit Hilfe des CAM-Programms ist eine spezielle Maschine in der Lage, eine so genannte Kupferelektrode des betreffenden Teils zu fräsen. In die CNC-Fräsmaschine wird ein Kupferblock gespannt, aus dem nun computergesteuert Teile herausgefräst werden, so dass der Kupferblock zum Schluss so aussieht wie das spätere Kunststoffteil, also zum Beispiel wie die Karosserie. Der Konstrukteur prüft die Passgenauigkeit und nimmt eventuell noch Änderungen vor.

Isabella von Wiking, links die neuere Version mit A-Säulen
Kupferelektroden müssen also von jedem Einzelteil des künftigen Modells gemacht werden. Sie sind entscheidend für den Bau der Werkzeuge, aus denen später die Teile des Modells gespritzt werden sollen. Diese Werkzeugformen sind, im Gegensatz zur Kupferelektrode, Negativformen. Später wird in die Hohlräume der Formen verflüssigter Kunststoff gespritzt. Also müssen sie die späteren Teile sozusagen umgekehrt darstellen, eben negativ. Das große Problem beim Werkzeugbau ist, diese Negativform in den Stahl des Werkzeugs hineinzufräsen. Früher haben diese hochspezialisierte Arbeit Werkzeugformenbauer erledigt. Absolute Genauigkeit und Sorgfalt waren Voraussetzung dafür.
Heute wird dieser wichtige Arbeitsgang im Erodierverfahren erledigt, und genau dazu braucht man die Kupferelektrode. Die Elektrode wird in die Erodiermaschine gespannt. Unterhalb der Elektrode befindet sich ein Stahlblock, der einmal Teil der Werkzeugform sein wird und in den hinein nun der Hohlraum als negatives Abbild der Kupferelektrode erodiert werden soll. Zwischen Elektrode und Stahlblock befindet sich eine isolierende Flüssigkeit. Legt man nun eine elektrische Spannung an, löst sich aus dem Stahlblock Funken für Funken etwas Stahl ab, bis der Hohlraum die gleiche Größe und Form hat wie die Kupferelektrode, nur eben "negativ".
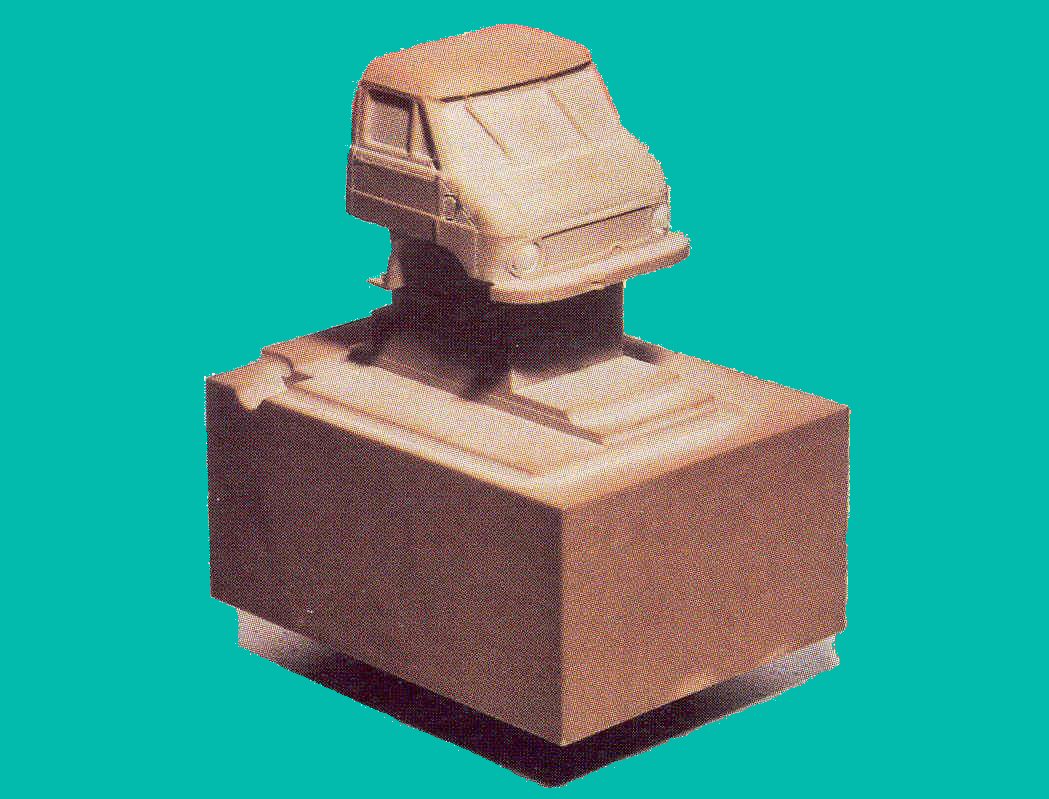
Kupferelektrode eines Brekina-Modells
Der Erodierungsvorgang muss bei allen Einzelteilen des Modells wiederholt werden. Anschließend baut man die Stahlform zusammen. Eine moderne Stahlform für die Karosserie eines Pkw-Modells besteht aus einem Kern (für den Hohlraum im Inneren der Karosserie), zwei Seitenschiebern (für die Seitenwände der Karosserie), Front- und Heckschieber und einem Einsatz für das Dach. Die "Schieber" verdanken ihren Namen der Tatsache, dass nach dem Spritzvorgang die Form auseinander klappen muss. Um das zu verstehen, wenden wir uns unten grundsätzlich der Technik des Kunststoff-Spritzgiessens zu. Sehr wichtig ist die Passgenauigkeit aller Teile, die auf den hundertstel Millimeter stimmen muss. Andernfalls würden dort, wo die Einzelteile der Form aneinander stoßen, hässliche Nähte oder noch schlimmer Grate (Schwimmhäute) auf dem Kunststoffteil zu sehen sein. Auch heute noch kann das geübte Auge auf manchen Teilen Nähte erkennen, die der Konstrukteur natürlich möglichst dorthin verlegt, wo man sie eben nicht so schnell sieht. Grate mussten früher in Handarbeit entfernt werden. Das wäre heute zu teuer, deshalb muss das Werkzeug umso genauer gebaut werden.
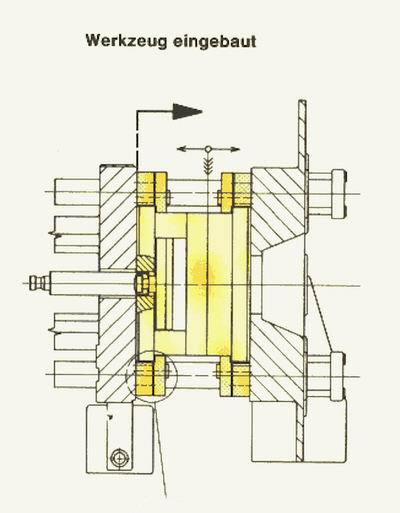
Stahlform (gelb), vom Kunststoff-Formgeber „Werkzeug“ genannt, im geschlossenen Zustand. Die rechte Halterung ist starr, die linke beweglich, dadurch lässt sich die Form öffnen.
Die zeitaufwendigste Arbeit an der Werkzeugform folgt aber erst noch. In Handarbeit muss die Form innen sorgfältig poliert werden. Unter Verwendung einer Diamantschleifpaste soll eine vollkommen glatte Fläche erzielt werden, damit die Oberfläche des späteren Kunststoffmodells makellosen Glanz aufweist. Als Sammler sollten sie wissen, dass die blankpolierte Oberfläche eines Modells ein Qualitätsmerkmal ist. Manche Hersteller sparen den hohen Aufwand und spritzen unpolierte oder schlampig bearbeitete Modelle ab. Manche Vorserienmodelle werden unter Zeitdruck unpoliert ausgeliefert.
Damit ist der Formenbau abgeschlossen. Ich möchte aber noch einmal auf die Schieber zurückkommen, um eine weitere Sache klarzumachen. Bei der Planung einer Werkzeugform kann der Konstrukteur nämlich berücksichtigen, dass durch den Austausch einzelner Schieber mehrere Varianten eines Grundmodells produziert werden können. Am Beispiel des Möbelwagenmodells von Brekina kann man das ganz einfach zeigen. Der Möbelwagen hat einen Ackermann-Aufbau, aber es gab damals viele verschiedene Hersteller des Fahrgestells und des Motors, z.B. Daimler-Benz, Henschel, MAN, Büssing, Magirus. Immer nur an der Frontpartie kann man erkennen, um welche Marke es sich handelte, denn die Kühlergrills waren immer "im Stil des Hauses" gestaltet. Bei Brekina gestaltete man daher die Werkzeugform so, dass man den Schieber für die Frontpartie austauschen konnte. Auf diese Weise kann man den Möbelwagen in rationeller Weise als Daimler-Benz, Henschel, usw. herstellen, indem man lediglich einen Schieber wechselt.
Beim Formenbau sind aber noch weitere Details zu beachten. Will man hohle Teile spritzen, z.B. eine Karosserie, enthält das Werkzeug einen so genannten Kern. Die Fenster werden mit Hilfe von "Stempeln" durchbrochen.
Nun muss das Werkzeug noch gekühlt werden, denn wenn der plastische Kunststoff mit einer Temperatur von etwa 140 bis 180 °Celsius in die Form gespritzt wird, möchte man den Spritzling so schnell wie möglich der Form entnehmen können. Das geht aber nur, wenn der Kunststoff so weit abgekühlt ist, dass er vom plastischen in den festen Aggregatszustand übergegangen ist. Zur Kühlung baut man Kanäle in die Form ein, in denen das Kühlwasser so ähnlich wie in einem Motorblock zirkulieren kann.
Ein weiteres technisches Problem ist die "Entformung". Der abgekühlte Spritzling verläßt nämlich das Werkzeug, auch wenn es auseinander klappt, nicht freiwillig. Der Spritzling wird von Stahlstiften (Auswerfern) ausgestoßen, die allerdings auf dem noch weichen Kunststoff ihre Abdrücke in Form kreisrunder Flächen hinterlassen. Diese Markierungen berücksichtigt der Konstrukteur schon bei der Planung, denn sie sollen nur dort vorhanden sein, wo man sie am fertigen Kunststoffteil nicht sehen kann, bei einer Bodenplatte z.B. auf der Oberseite oder bei einer Karosserie innen. Manchmal sind die Stifte mit Markierungen bestückt, zum Beispiel mit einer Zahl, die für die spätere Montage eine Bedeutung hat. Ein hübsches Beispiel fällt mir dazu ein: Beim Trabant 601 Modell von Haufe ergab es sich, dass ein Stift auf den sichtbaren Teil der Bodenplatte traf. Der Konstrukteur, Gerhard Walter, versah daraufhin den Kopf des Stiftes mit einem Signet, "wm". Das bedeutet "Walter Modell". Da der Stift drehbar gelagert ist, steht bei jedem Modell das Signet "wm" etwas anders. Einige Sammler glauben, dass ein Modell, bei dem das "wm" sozusagen auf dem Kopf steht, wertvoller ist als andere. Wer die Zusammenhänge kennt, wird darüber anders urteilen.
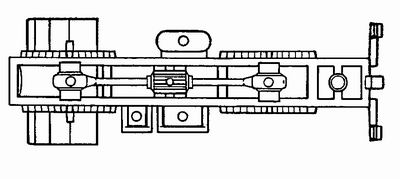
Auswerfermarkierungen auf dem Fahrgestell des W 50 von Berlinplast.
Spritzgiessen
Nun aber endlich zum spannendsten Vorgang bei der Herstellung eines Modells, dem Spritzgiessen. Dieses Verfahren bekam erst unmittelbar nach dem 2. Weltkrieg seine heute überragende Bedeutung. Bei der Metallverarbeitung kannte man ja bereits den Druckguss, bei dem vor allem Zinklegierungen verarbeitet werden. Dieses Verfahren ist älter als das Kunststoffspritzgiessen und ermöglichte bereits Massenproduktion. Die Kunststofftechnologie ist demgegenüber noch fortgeschrittener. Einerseits sind Massenauflagen ebenso möglich. Andererseits ist Kunststoff von seinen Gebrauchseigenschaften überlegen. Das Material kann durchgefärbt werden, während man Zamak anschließend noch lackieren muss. Sammler von Zamak-Modellen wissen, wie leicht der Lack vom Metall abplatzt und wie selten daher gut erhaltene Modelle sind. Andererseits ist Kunststoff noch haltbarer als das brüchige gegossene Metall. Wir Sammler schätzen aber besonders die unglaublich dünnen Wandstärken, Durchbrüche und Gravuren, denn im Maßstab 1:87 ist das ganz entscheidend. Bei Metallmodellen überdeckt der Lack oft die ohnehin nicht besonders feinen Gravuren.

Inserat aus dem Jahr 1954
Nun schauen wir uns einmal eine typische Spritzgiessmaschine an, die mit einiger Sicherheit aus einer deutschen Maschinenfabrik stammt.
Hauptbestandteil ist eine elektrisch beheizbare "Schnecke". Die funktioniert ähnlich wie die gute alte Küchenmaschine, in der unsere Oma noch Kartoffelbrei gemacht hat. Oben füllte Oma die gekochten Kartoffeln in einen Trichter, dann drehte sie die Handkurbel, worauf die Kartoffeln gequetscht und nach vorn befördert wurden, wo sie dann durch eine Lochscheibe gezwängt wurden. Ähnlich funktioniert ein Extruder, mit dem man strangartige Kunststoffteile herstellt. Statt Kartoffelbrei kommen dann vorne, je nach eingesetzter Scheibe, Profile für Fensterrahmen oder zum Beispiel Gartenschläuche heraus. Ein Extruder ist aber in unserem Fall nicht brauchbar. Statt der Scheibe vorne wird dort die Werkzeugform angebaut, in die die Kunststoffmasse gespritzt werden soll. Der Druck der Schnecke reicht dazu aber nicht aus. Deshalb wird die Schnecke nicht etwa nur gedreht (nicht von Oma, sondern von einem Elektromotor), sondern bei jedem Spritzvorgang hydraulisch nach vorn gedrückt. Dieser "Schuss" baut einen ganz erheblichen Druck von mehreren Tonnen auf. Damit ist sichergestellt, dass der plastische Kunststoff nun auch in den letzten feinen Winkel der Form dringt. Leider ist das trotz aller Technologie nicht immer der Fall, manchmal kommen nicht ganz ausgespritzte Teile heraus, die die Qualitätskontrolle hoffentlich nicht passieren lässt.

Spritzgiessautomat von Arburg
Aber fangen wir noch mal am anderen Ende der Maschine an. Dort sitzt tatsächlich noch ein Trichter wie zu Omas Zeiten. Nur bei ganz großen Serien kann es sein, dass das Kunststoff-Granulat auch per Rohr aus einem großen Silobehälter zugeführt wird. Ansonsten füllt der Maschinenführer das Granulat aus einem Sack in den Trichter oder aus einem oktogonalen großen Behälter aus Pappe. Bei Probespritzungen nimmt man gerne silberfarbenes Granulat, denn dann kann man den Verlauf des Materials in der Form besonders gut beurteilen.

Roskopf-Modelle aus probegespritzten Teilen
Wenn die Probespritzungen erfolgreich ausgefallen sind, werden nun die Farben für die Granulate ausgewählt, die das Serienmodell aufweisen soll. Meistens verwendet man klares Polystyrol, dem ein entsprechender Anteil an farbigem Granulat beigemischt wird. Die Mischung erfordert große Erfahrung und Sorgfalt. Oft weisen Nachauflagen einen anderen Farbton auf als die Erstauflage. Heute versuchen die Hersteller, ihre Mischungen in so genannten "Rezeptbüchern" festzuhalten, damit gerade dies nicht passiert. Einige Modelle aus der ehemaligen DDR waren für ihre enormen Farbvariationen bekannt. Das typische Rot der Feuerwehrmodelle streut dort von einem hellen Orangerot bis zu dunklem Karmesinrot. Ein etwas anders gelagerter Fall ist der eines namhaften Herstellers, der es bis heute nicht geschafft hat, den richtigen Farbton für THW-Modelle zu treffen.
Nehmen wir einmal an, der Maschinenführer, der "Kunststoff-Formgeber", habe seine Spritzgiessmaschine vorbereitet, das Werkzeug eingespannt, Granulat eingefüllt und die erforderlichen Einstellungen vorgenommen. Nun folgt der erste "Schuss", bei dem der plastifizierte (plastisch ist ein Zwischenzustand, also weder flüssig noch fest) Kunststoff bei etwa 180° Celsius in die vorgeheizte Form gespritzt wird. Nun wird die Form kurz abgekühlt, dann geöffnet und heraus fällt der Spritzling.
Die eigentlichen Teile hängen an sogenannten Giessästen dieses Spritzlings. Diese Giessäste lassen sich übrigens nicht vermeiden, denn eigentlich sind es ja die Kanäle, durch die der plastifizierte Kunststoff in die Formnester (Kavitäten) fließt, pardon, gepresst wird. Formnester? Die meisten Werkzeuge baut man nicht nur für ein Teil, sondern gleich für mehrere. Die einzelnen Vertiefungen im Werkzeug für die zu spritzenden Teile nennt man Formnester.
Und nur die darin erstarrten Teile werden gebraucht, die Giessäste sind nunmehr nutzlos. Früher trennten fleißige Arbeiterinnen in mühsamer (und teurer) Handarbeit die Teile von den Giessästen. Findige Ingenieure haben mittlerweile auch diesen Arbeitsgang automatisiert. Sie verengen den Spritzkanal an der Stelle, wo er unmittelbar in das Formnest eintritt. Dort ist der spätere Giessast extrem dünn, dort ist also eine Sollbruchstelle. Wenn der gesamte Spritzling entformt wird, lässt man ihn etwas unsanft auf eine Prallplatte treffen, dies genügt dann, um die Teile wie reife Kirschen vom Giessast zu trennen. Ein weiterer Clou der Ingenieure ist, dass der Giessast in einen anderen Behälter fällt als die Spritzteile.
Die Giessäste werden nun nicht etwa auf den Müll geworfen, sondern regranuliert (zu Granulat geschreddert) und wiederverwendet. Leider bleibt am Spritzteil dort ein kleiner unschöner Fleck zurück, wo der Giessast gesessen hat. Bei einem Besuch der Hella-Werke konnte ich beobachten, wie man auch diesen Schönheitsfehler beseitigen kann. Das fertige Spritzteil, bei Hella natürlich die Verglasung eines Rücklichtes, wurde kurz über eine Flamme geführt, die das Material anschmolz und dadurch die Bruchstelle glättete. Dieser Aufwand lohnt sich bei den winzigen Teilen unserer Modellautos sicher nicht.
Vor jeder Serienproduktion erfolgt immer erst die Herstellung von Handmustern. An ihnen kann die Passgenauigkeit der Teile überprüft werden und schließlich auch die Gesamtwirkung des fertig montierten Modells. Einige Firmen machen Probespritzungen mit alufarbenem Kunststoff, um den Fluss des Kunststoffes in der Werkzeugform besser beurteilen zu können. Das Material zeigt nämlich im erkalteten Zustand feine Linien, die wie die Maserung eines Holzbrettes aussehen. Diese feinen Linien zeigen dem Fachmann, in welcher Weise das Kunststoffmaterial im plastischen Zustand in der Form geflossen ist. Der Sammler kommt gelegentlich in den Besitz solcher „Silberlinge“. Andere Handmuster werden auch schon probeweise bedruckt.
Selbstverständlich kommt es vor, dass die Geschäftsleitung erst in diesem Stadium ein Modell verwirft, so dass das Modell nicht in die Serienfertigung gelangt. Eine solche Entscheidung nimmt in Kauf, dass die entstandenen Kosten nicht wieder hereinkommen. Meistens wandern dann die Handmuster ins Archiv, in manchen Firmen werden sie vernichtet. Traum eines jeden ernsthaften Sammlers ist es, ein solches Handmuster in seine Kollektion einreihen zu können.
Serienproduktion
In der Regel müssen jedoch nach Begutachtung des Handmusters nur einige Details geändert werden.
Musterung bei Wiking, ca. 1956.
Der legendäre Meister Kedzierski bei der Arbeit
Wenn die Serienproduktion beginnen kann, werden die fertigen Einzelteile entweder direkt der Montage zugeführt oder noch weiter bearbeitet. Räder beispielsweise müssen vor der Endmontage noch auf Achsen gesteckt werden, Kofferaufbauten oder Planen müssen noch bedruckt werden usw.
Lackierung
Wenn sie nun lesen, dass Kunststoffmodelle lackiert werden, halten sie das vielleicht für einen Scherz, denn weiter oben hatte ich ja gesagt, dass die Lackierung ein typisches Merkmal von Modellen aus Metall ist. Und dennoch stimmt es. Gelegentlich kommt es vor, dass Kunststoffe lackiert werden. Bei Wiking zum Beispiel wurde der "Sinalco"-Getränkewagen, ein hellgraues Modell, mit roten Kotflügeln versehen. Da nun Kotflügel und Fahrerhaus damals ein Teil bildeten, blieb nur übrig, die Kotflügel zu lackieren. Dazu fertigte man eine Schablone an, die nur die Kotflügel frei ließ. Diese Technik wird auch heute noch in großem Stil angewendet. Schablonen müssen zum Beispiel auch für Polizeiwagen angefertigt werden, die ja häufig im Original grün-weiß aussehen. Die Karosserie wird in diesem Fall aus weißem Kunststoff hergestellt und beispielsweise die Türen anschließend grün lackiert. Ein sehr nettes Beispiel war übrigens der „Harlekin-Polo“ von Herpa. Das Vorbild war originell bunt lackiert.

Harlekin-Polo von Herpa
Es kommt aber sogar vor, dass komplette Karosserien lackiert werden, um Spezialeffekte zu erzielen. Metallicfarbene Modelle werden meistens spritzlackiert, obwohl es auch wenige Beispiele gibt, bei dem der Kunststoff metallicartig durchgefärbt ist. Eine weitere Anwendung sind "verschmutzte" Modelle, die meines Wissens erstmals bei Rietze auftauchten. Auch andere Hersteller "verschmutzen" beispielsweise Lastwagen absolut realistisch, indem sie sie vorsichtig mit Lackfarbe in einem entsprechenden Farbton anspritzen.
Der Aufwand der Lackierarbeiten ist ganz beträchtlich, so dass lackierte Modelle immer erheblich teurer sind als solche aus durchgefärbtem Kunststoff. Bei der Schablonenlackierung muss jedes einzelne Modell vom Lackierer gespritzt werden, bei der Lackierung kompletter Teile steckt man mehrere davon auf so genannte "Bäume", die sich in der Lackierkabine drehen, um alle Flächen gleichmäßig mit Lackfilm zu bedecken. Die Lackschicht muss äußerst dünn sein, damit die feinen Konturen der winzigen Modelle noch zu erkennen sind.
Bedruckung
Verschiedene Druckverfahren muss der ernsthafte Sammler kennen, denn gerade die gute Ausführung einer Bedruckung macht manchmal den Wert eines Sammlermodells aus.
In der Pionierzeit der Modellautos wurde auch schon gedruckt, und zwar bei den Modellen aus Blech. Sie erhielten vor dem Formen, wenn das Blech also noch flach war, eine Lithografie. Eines meiner Blechautos aus der Kinderzeit hatte sogar aufgedruckte Fahrgäste, die aus den Fenstern des Busses herausschauten.
Bei den Miniaturautos aus dem Erzgebirge kamen dagegen Stempel zum Einsatz, mit deren Hilfe z.B. Kühlergitter dargestellt wurden.
Bei Wiking erkannte man schon sehr früh die Wirkung, die eine gute Bedruckung auf den Betrachter ausübt. Anfangs arbeitete man mit Papieraufklebern, die man z.B. auf Kofferaufbauten und Tankwagen klebte. Unsere stets schmuddeligen Kinderhände machten die Papieraufkleber bald unansehnlich.

Wiking-Modell mit noch recht gut erhaltenem Papieraufkleber
Eine etwas verbesserte Methode waren da die Nassschieber (auch Schiebebilder oder Abziehbilder genannt), die auf einem dünnen Film aufgedruckt werden, der wiederum auf einer Papierunterlage ruht. Legt man den Nassschieber nun in Wasser, kann man nach etwa zehn Sekunden die Folie vom Papier schieben und mit etwas Geschick auf das Modell bringen, möglichst dorthin, wo es hingehört. Auch Nassschieber haben ihre Tücken, nicht nur bei der Montage. Im Alter fangen sie nämlich gern an zu bröckeln und zu zerfallen.

Der Nassschieber des Espewe-Modells ist altersbedingt vergilbt, aber nicht zerbröckelt.
Bei Kibri hat man in den 70er Jahren den Bausätzen gern transparente Klebefolien beigelegt. Diese Dinger sind nur theoretisch gut. In der Praxis rollen sie sich einfach früher oder später ab. Ich habe mich nur immer geärgert, obwohl die Aufdrucke eigentlich perfekt waren.
Bei Wiking hatte man eigentlich schon recht bald erkannt, was die beste Methode ist, nämlich ein richtiger Aufdruck. Natürlich bedruckt man nicht ein fertig montiertes Modell, sondern die Teile einzeln.
Schablonendruck
Dies ist eine recht einfache Methode mit gutem Effekt. Man fertigt eine Schablone an, die auf das zu bedruckende Teil gelegt wird. Mit einer Farbrolle oder einer Spritzpistole färbt man dann die unbedeckten Teile. Die Schablone besteht meistens aus gut anpassbarem Gummi. Beim DMV-Mittweida in der DDR bedruckte man Koffer und Planen handelsüblicher Lkw auf diese Weise. Die Werbeaufdrucke sind aber ein bisschen dick aufgetragen, das lässt sich hierbei kaum vermeiden.

Kotflügel, Stoßstange und Fahrgestell wurden schabloniert.
Tampondruck
Die feinste Methode ist der Tampondruck. Zuerst wendete man diese Methode bei Taschenuhren an, um die Zifferblätter besonders fein zu bedrucken. Zarteste Linien können nämlich so dargestellt werden. Der Tampondruck verdankt seinen Namen dem Teil in der Druckmaschine, das die Druckfarbe aufnimmt. Aber halt, wir wollen der Reihe nach vorgehen.
Zunächst muss ja ein Klischee des späteren Aufdrucks gemacht werden. Meistens liegt ja ein Foto oder ähnliches vom Original vor, das dann auf den Maßstab 1:87 verkleinert wird. Nun muss man ausprobieren, wie man den Druck auf dem Modell anbringen sollte. Das kann zum Beispiel so geschehen, dass man mit Hilfe des Computers und eines Scanners den Aufdruck auf der CAD-Zeichnung des Modells platziert. Für jede Druckfarbe muss die Druckerei ein Klischee herstellen. Dies ist eine kleine Stahlplatte, in die Vertiefungen eingelassen werden, in denen sich die Druckfarbe sammeln kann (Tiefdruck). Das Klischee wird in die Tampondruckmaschine eingespannt, dann wird eine bestimmte Menge Druckfarbe aufgetragen. Damit sich die Druckfarbe nur in den Vertiefungen sammelt, fährt nun ein "Rakel" über die Platte des Klischees, der sich mit einem Spachtel vergleichen lässt. Er entfernt die überflüssige Druckfarbe. Mittlerweile wurde das zu bedruckende Teil bereits in die Druckmaschine eingespannt, was sehr präzise zu geschehen hat. Eventuell muss man spezielle Halterungen anfertigen.

Rietze hat den Tampondruck perfektioniert
Nun tritt das Tampon in Aktion. Dabei handelt es sich um einen Stempel aus Silikon, der auf die Druckplatte abgesenkt wird und die Farbe exakt aus den Vertiefungen aufsaugt. Anschließend wird er auf das zu bedruckende Teil gepresst und hinterlässt dort die Druckfarbe.
Aus dieser Beschreibung ergibt sich schon, dass man immer nur mit einer Druckfarbe arbeiten kann. Jede weitere Farbe erfordert ein neues Klischee, jeder Druckvorgang muss einzeln gemacht werden. Wenn man bedenkt, dass manche Modelle über dreißig solcher Vorgänge erfordern, kann man sich nur wundern, dass die teuren Stücke überhaupt noch bezahlbar sind.
Heißprägen und Galvanisieren
Oft genug wundert man sich auch darüber, dass einige Teile der Modellautos sogar „verchromt“ sind. Zierleisten oder Firmensignets (z.B. der Mercedesstern im Kühlergrill) sind nun mal auch beim Vorbild verchromt. Die späten 1950er Jahre sind ja bekannt dafür, dass damals Chrom, vor allem in den USA, kiloweise verwendet wurde. Heute gibt es zwar an unseren Autos nur noch dezente „Chromreste“, aber die Modellautohersteller haben ja nicht nur aktuelle Vorbilder. Brekina, als Spezialist für die 1950er Jahre, muss also meistens Chrom auftragen, so z.B. beim Borgward Lkw, der 1998 erschien.
Die Technik des Heißprägens wird dort angewendet, wo nur filigrane Linien verchromt werden sollen. Wir kennen diese Technik eher von anderen Gebieten, früher wurden beispielsweise Kugelschreiber mit heißgeprägten Buchstaben zu Werbezwecken versehen. Das funktioniert so: ein erhitzter Stempel mit Chromfolie wird auf den Kunststoff gedrückt. Durch die Wärme schmilzt der Kunststoff an der Oberfläche etwas an und hält nach dem Erkalten die Chromfolie so fest, dass sie nicht abgerieben werden kann.
Größere Kunststoff-Flächen verchromt man auf andere Weise. Die Hersteller von Kunststoff-Bausätzen, z.B. Revell, haben das Galvanisierverfahren schon sehr früh angewendet, um ganze Spritzlinge mit vielen Bauteilen auf einmal glänzend zu bekommen, z.B. Stoßstangen, Grills, Handgriffe, Details der Motoren. Eigentlich eignet sich Kunststoff ja nicht dazu, galvanisiert zu werden, da das Material nicht leitet. Es wird also leitfähig gemacht und dann galvanisiert. Das klingt zwar einfach, ist es technologisch jedoch nicht. Zwei Verfahren werden heute angewendet, das Vakuum-Bedampfungsverfahren und das Galvanisieren. Zunächst war das Vakuum-Bedampfungsverfahren erste Wahl, mit dem Aufkommen von ABS-Polymerisaten wurde auch wieder das Galvanisieren aktuell.

Viel Chrom, auch wo er nicht hingehört
Montage der Einzelteile
Nun sind also die Teile eines Modells fertig. Bausätze gelangen jetzt in die Verpackung, nur die Einzelteile der Fertigmodelle müssen noch einen sehr aufwendigen und lohnintensiven Prozess durchlaufen, den der Montage.
In kaum einem Großbetrieb werden wir jedoch noch eine Montageabteilung finden, lediglich die Achsen und Räder werden hier montiert.
Radsätze
In der Frühzeit der Modellautos hat es viele unterschiedliche Lösungen für die Montage von Rädern und Achsen gegeben, heute hat sich die meines Wissens bei Wiking in Berlin entwickelte Methode der Radsatzmontage durchgesetzt. Schauen wir uns frühere Gewohnheiten an, so fällt die Vielfalt und Originalität hier besonders auf. An anderer Stelle dieses Buches sind die Methoden ausführlich beschrieben. Bei Wiking entwickelte man vor vielen Jahren eine selbst konstruierte Maschine, die die Kunststoffräder automatisch auf Stahlachsen pressen kann. Die kompletten Radsätze werden dann in die Bodenplatte des Modells eingeklipst.

Radsätze von Wiking
Montage in Heimarbeit
Heimarbeit spielte nicht nur in der Pionierzeit des Modellautobaus eine Rolle, sie ist auch heute noch üblich. Kistenweise werden die Teile zu den Heimarbeitern transportiert, z.B. Karosserie, Inneneinrichtung, Verglasung, Scheinwerfer- und Rücklichteinsätze, Bodenplatte und Radsätze für ein Pkw-Modell. Schon Friedrich Peltzer ließ in den 1950er Jahren dort montieren, wo die Arbeitskräfte billig waren.
Heute erfolgt die Montage im benachbarten Ausland. Vor allem die Tschechische Republik bietet sich an, denn sie liegt in unmittelbarer Nachbarschaft zum Zentrum der deutschen Spielwarenindustrie um Nürnberg. Es ist schwer, sich ein genaues Bild darüber zu verschaffen, denn die Hersteller verraten verständlicherweise nicht gern, wie und wo sie montieren lassen. Es scheint aber so zu sein, dass auch in Fernost, hier besonders in China, fleißig für deutsche Firmen montiert wird.
Qualitätskontrolle
Natürlich kommt es immer wieder zu ärgerlichen Qualitätsproblemen, denn wenn ein Heimarbeiter (meistens eine Heimarbeiterin) etwas verdienen will, muss er/sie unglaublich schnell arbeiten. Bei dieser Hetze bleiben Fehler nicht aus.
Wenn die Kartons mit den Fertigmodellen in den Herstellerbetrieb zurückkommen, ist eine gründliche Qualitätskontrolle daher unerlässlich. Diese scheint aber von Firma zu Firma unterschiedlich gut zu sein. Aus Berlin und Dietenhofen bekommt man beispielsweise meistens tadellos montierte Exemplare. Dennoch sollte man neu gekaufte Modelle noch im Laden selbst überprüfen. Zugegeben, es kommt selten vor, aber es kommt vor, dass bei Modellautos Teile fehlen. Gelegentlich fehlen ganze Radsätze. Bei einem Pkw-Modell stellte ich fest, dass ein Rad nicht mit den anderen identisch war, es stammte von einem anderen Modell. Besonders gern fehlen eingesetzte Scheinwerfer oder Rücklichter, die ja auch beim Transport herausfallen können. Nicht ausgespritzte oder mit Graten behaftete Teile sind aber ganz selten geworden. Eine Firma, die ich hier nicht nennen möchte, liefert hartnäckig Modelle aus, deren Karosserien oder Scheiben verkratzt sind. Ich bin aber nicht sicher, ob das erst bei der Montage passiert. Als ich die Firma besuchte, fiel mir auf, dass auch beim Bedrucken der Karosserien eine winzige Unachtsamkeit genügte, um die empfindlichen Oberflächen zu beschädigen.
Einen besonders kritischen Blick sollten sie immer den Bedruckungen zuwenden. Eine misslungene Bedruckung mindert den Wert eines Modells ganz beträchtlich. Der Händler ist für sie der Ansprechpartner, bei dem sie reklamieren müssen. Er kann nichts dafür und es macht für ihn ärgerliche Arbeit und Kosten, das Modell seinerseits beim Hersteller zu reklamieren, aber es hilft ja nichts.